

Radial rotary forging precision forging process and radial rotary forging device for shaft part blind hole
A technology of aperture and shaft type, which is applied in the field of blind hole radial swaging precision forging technology and radial swaging device of shaft parts, which can solve problems such as low efficiency, difficult processing, and reduced material toughness
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0073] In order to deepen the understanding of the present invention, a blind hole radial swaging precision forging process and a radial swaging device for shaft parts of the present invention will be further described in detail below in conjunction with examples and accompanying drawings. This embodiment is only used to explain the present invention. It does not constitute a limitation to the protection scope of the present invention.
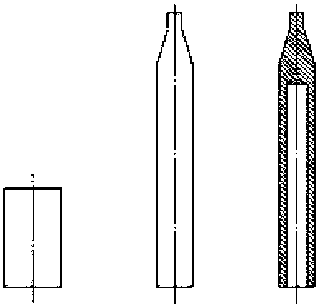
[0074] The new technology of radial forging and forming of high-precision large-scale blind-hole shells of the present invention can mass-produce large-scale blind-hole shell parts with an inner hole diameter of 190mm, a length of 1895mm, a forging diameter of 310mm, and a length of 2555mm, and blind holes of other sizes Shell parts are produced after adjusting the mold, hammer head and process parameters.
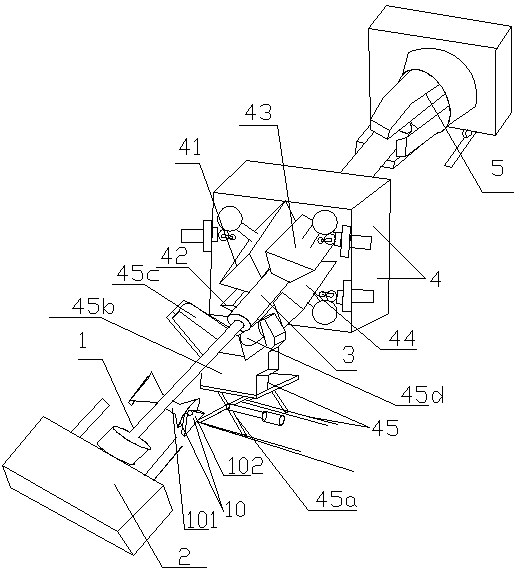
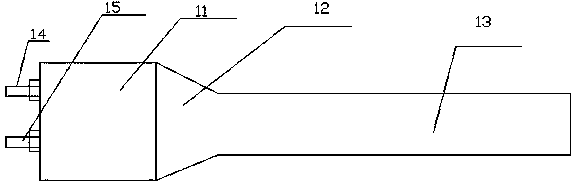
[0075] Such as Figure 1 to Figure 9 As shown, a blind hole radial forging precision forging process and a radial forging device for sha...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More