Grinding process for M-shaped crack of stainless steel coil
A grinding process, stainless steel technology, applied in the direction of grinding machines, manufacturing tools, abrasive belt grinders, etc., can solve the problems of increased production costs, waste of equipment and energy, and low grinding production efficiency, so as to reduce production costs, improve production efficiency, save The effect of equipment and labor
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
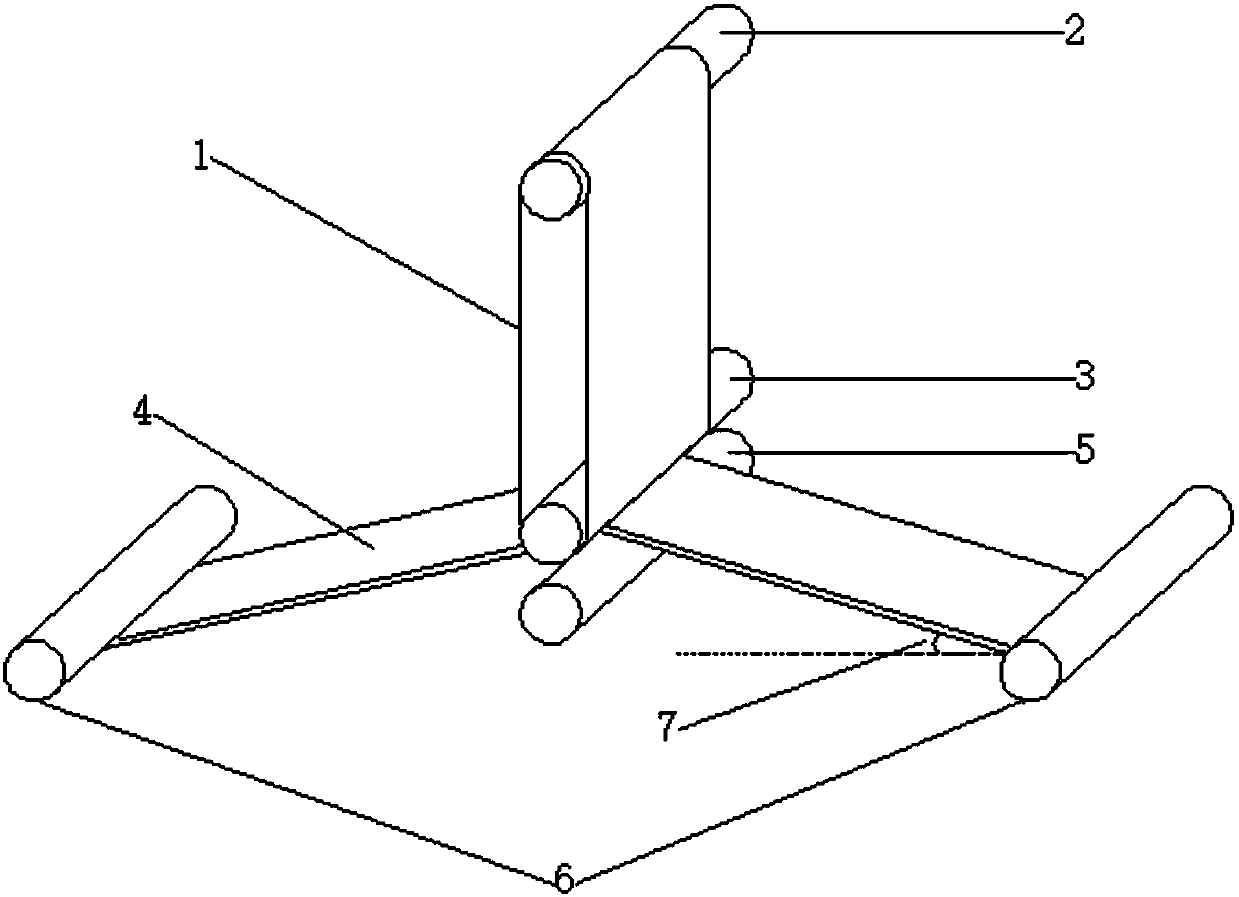
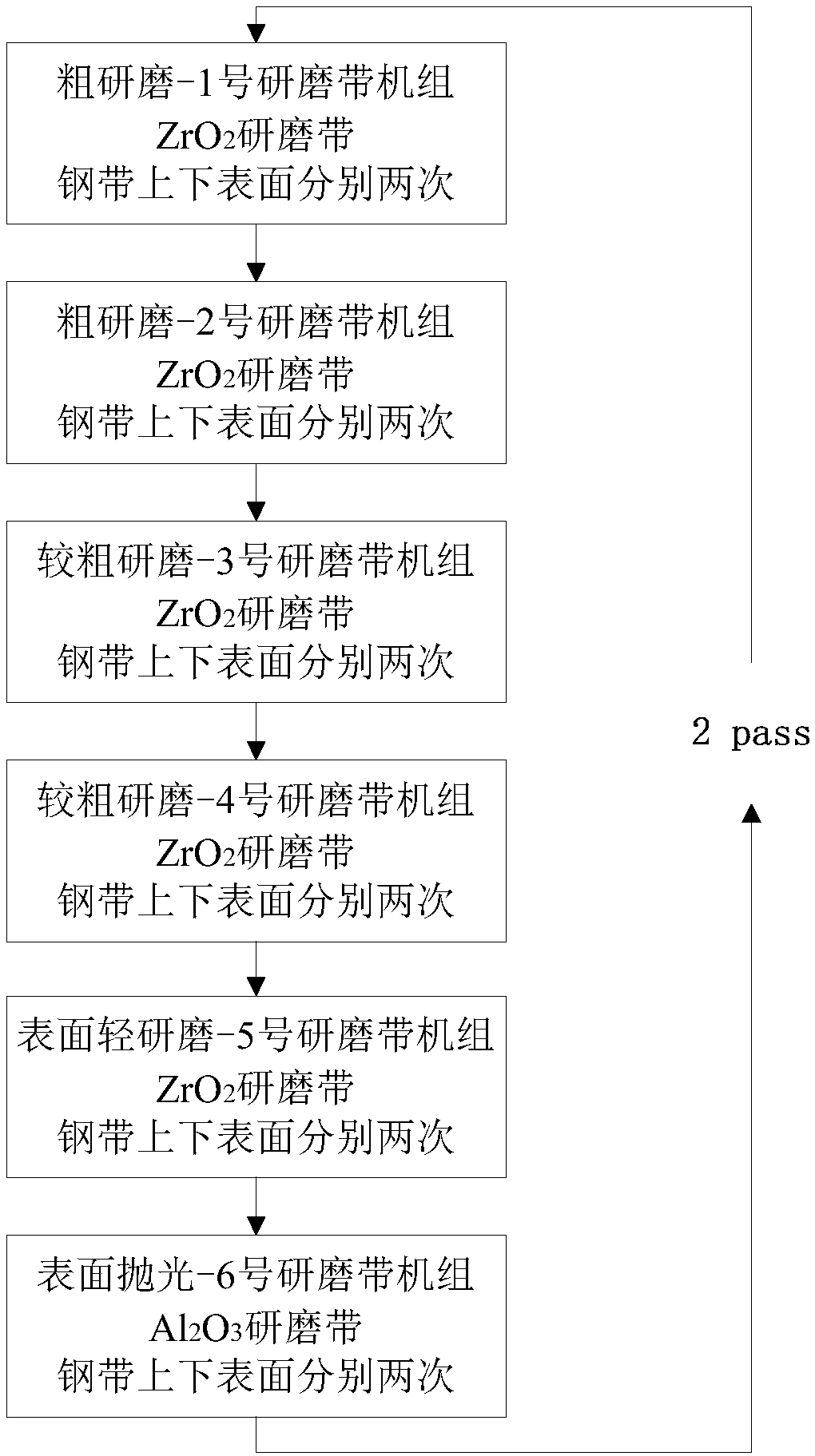
[0030] A grinding process for M-shaped cracks in stainless steel coils. The grinding belt 1 is surrounded and fixed by the tension roller 2 and the contact roller 3, and the steel belt 4 is placed between the pressure support roller 5 and the contact roller 3 arranged up and down. The steel belt 4 The two ends of the two ends are pressed and fixed by the brake roller 6, and the two ends of the steel belt 4 in contact with the brake roller 6 form a grinding angle 7 less than 45° with the horizontal plane, and the movement direction of the grinding belt 1 is opposite to that of the steel belt 4, specifically including The following process steps: coarse grinding → coarse grinding → light surface grinding → surface polishing → coarse grinding → coarse grinding → light surface grinding → surface polishing;
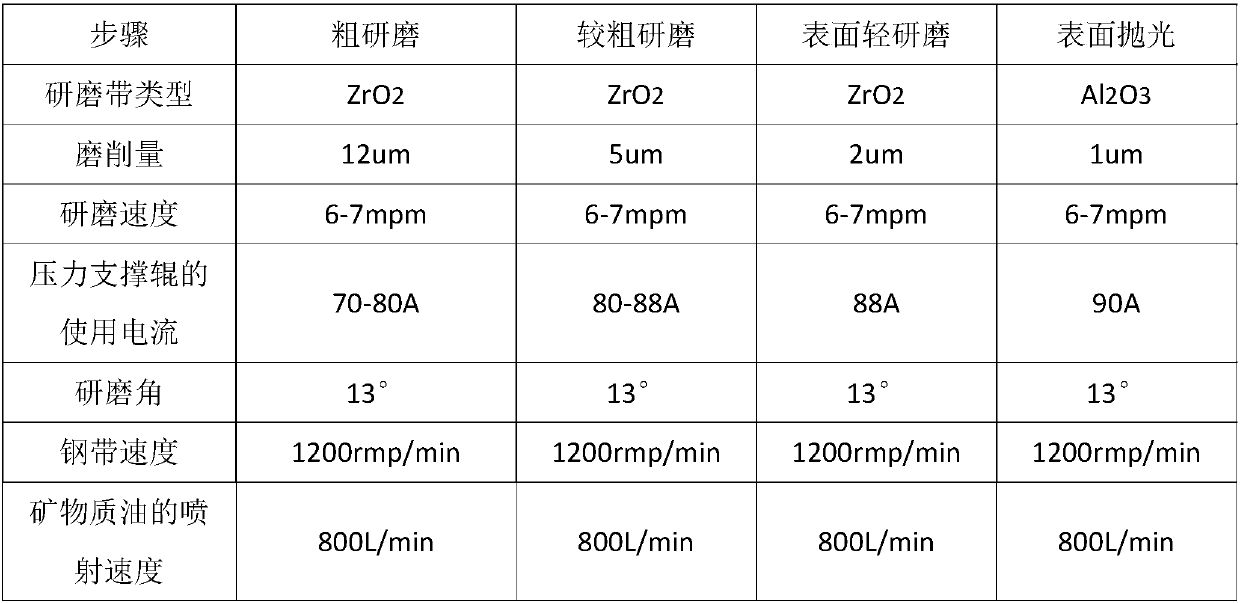
[0031] Among them, for coarse grinding, the upper and lower surfaces of the steel belt 4 pass through the No. 1 grinding belt unit and the No. 2 grinding belt unit respectively...
Embodiment 2
[0044] A grinding process for M-shaped cracks in stainless steel coils. The grinding belt 1 is surrounded and fixed by the tension roller 2 and the contact roller 3, and the steel belt 4 is placed between the pressure support roller 5 and the contact roller 3 arranged up and down. The steel belt 4 The two ends of the two ends are pressed and fixed by the brake roller 6, and the two ends of the steel belt 4 in contact with the brake roller 6 form a grinding angle 7 less than 45° with the horizontal plane, and the movement direction of the grinding belt 1 is opposite to that of the steel belt 4, specifically including The following process steps: coarse grinding → coarse grinding → light surface grinding → surface polishing → coarse grinding → coarse grinding → light surface grinding → surface polishing;
[0045]Among them, for coarse grinding, the upper and lower surfaces of the steel belt 4 pass through the No. 1 grinding belt unit and the No. 2 grinding belt unit respectively,...
Embodiment 3
[0058] A grinding process for M-shaped cracks in stainless steel coils. The grinding belt 1 is surrounded and fixed by the tension roller 2 and the contact roller 3, and the steel belt 4 is placed between the pressure support roller 5 and the contact roller 3 arranged up and down. The steel belt 4 The two ends of the two ends are pressed and fixed by the brake roller 6, and the two ends of the steel belt 4 in contact with the brake roller 6 form a grinding angle 7 less than 45° with the horizontal plane, and the movement direction of the grinding belt 1 is opposite to that of the steel belt 4, specifically including The following process steps: coarse grinding → coarse grinding → light surface grinding → surface polishing → coarse grinding → coarse grinding → light surface grinding → surface polishing;
[0059] Among them, for coarse grinding, the upper and lower surfaces of the steel belt 4 pass through the No. 1 grinding belt unit and the No. 2 grinding belt unit respectively...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Graininess | aaaaa | aaaaa |
| Knoop hardness | aaaaa | aaaaa |
| Knoop hardness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to view more
Login to view more - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap