

A kind of ultrafine ball mill liner and its preparation method
A fine ball and liner technology, applied in grain processing and other directions, can solve the problems of difficult to meet the use requirements of ultra-fine ball mills, low wear resistance, etc., and achieve the effect of improving service life, improving wear resistance, and avoiding wear failure.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0021] In terms of weight percentage, the composition of the ultrafine ball mill liner is: C 1.2%, Si 0.5%, Cu 0.9%, Mn 8%, Cr 1.2%, Ta 0.5%, Bi 0.5%, Sn 1%, rare earth 0.5%, S=0.02%, P=0.02%; the balance is Fe.
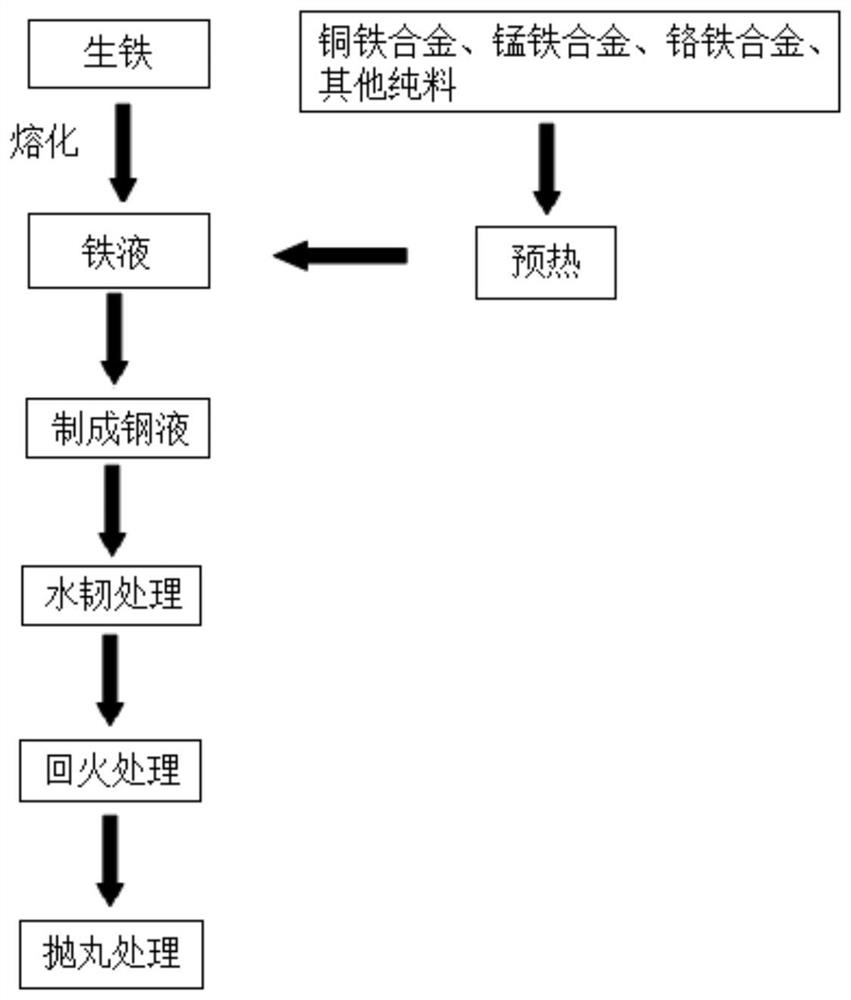
[0022] (1) Preheat manganese-ferroalloy, copper-iron alloy, chromium-ferroalloy and other pure materials at 200°C for 2 hours. After the pig iron is completely melted in the smelting furnace, the temperature is 1520°C. Add mixed pure materials and wait for complete melting to obtain molten steel. The tapping temperature is above 1500°C, the pouring temperature is 1450°C, and the mold is poured.
[0023] (2) Water toughening treatment for cold castings: Put the cold castings in a heat treatment furnace, raise the temperature from room temperature to 620°C at a rate of 50°C / h, keep it warm for 2 hours, and then raise the temperature to 1080°C at a rate of 150°C / h. ℃, heat preservation for 2 hours, after the heat preservation is completed, quickly quench the casting i...
Embodiment 2
[0028] In terms of weight percentage, the composition of the ultrafine ball mill liner is: C 1.2%, Si 0.5%, Cu 0.9%, Mn 8%, Cr 1.2%, Ta 0.7%, Bi 1%, Sn 1.5%, rare earth 0.5%, S=0.02%, P=0.02%; the balance is Fe.
[0029] (1) Preheat manganese-ferroalloy, copper-iron alloy, chromium-ferroalloy and other pure materials at 180°C for 2 hours. After the pig iron is completely melted in the smelting furnace, the temperature is 1500°C. Add mixed pure materials and wait for complete melting to obtain molten steel. The tapping temperature is above 1500°C, the pouring temperature is 1480°C, and the mold is poured.
[0030] (2) Water toughening treatment for cold castings: Put the cold castings in a heat treatment furnace, raise the temperature from room temperature to 650°C at a rate of 50°C / h, keep it warm for 2 hours, and then raise the temperature to 1050°C at a rate of 150°C / h. ℃, heat preservation for 4 hours, after the heat preservation is completed, quickly quench the casting w...
Embodiment 3
[0035] In terms of weight percentage, the composition of the ultrafine ball mill liner is: C 1.2%, Si 0.5%, Cu 0.9%, Mn 8%, Cr 1.2%, Ta 0.5%, Bi 1.2%, Sn 1.5%, rare earth 0.5%, S=0.02%, P=0.02%; the balance is Fe.
[0036] (1) Preheat manganese-ferroalloy, copper-iron alloy, chromium-ferroalloy and other pure materials at 230°C for 1.5h. After the pig iron is completely melted in the smelting furnace, the temperature is 1520°C. Add mixed pure materials and wait for complete melting. Get molten steel. The tapping temperature is above 1500°C, the pouring temperature is 1470°C, and the mold is poured.
[0037] (2) Water toughening treatment for cold castings: Put the cold castings in a heat treatment furnace, raise the temperature from room temperature to 600°C at a rate of 60°C / h, keep it warm for 1h, and then raise the temperature to 1000°C at a rate of 180°C / h. ℃, heat preservation for 4 hours, after the heat preservation is completed, quickly quench the casting in water, th...
PUM
| Property | Measurement | Unit |
|---|---|---|
| tensile strength | aaaaa | aaaaa |
| yield strength | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More