

Austenite grain size refining control method for high-temperature carburized gear steel
An austenite grain, high-temperature carburizing technology is applied in the metallurgical field to achieve the effects of excellent processing performance and service performance, good austenite grain size stability, and a simple and easy control method for grain size refinement.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
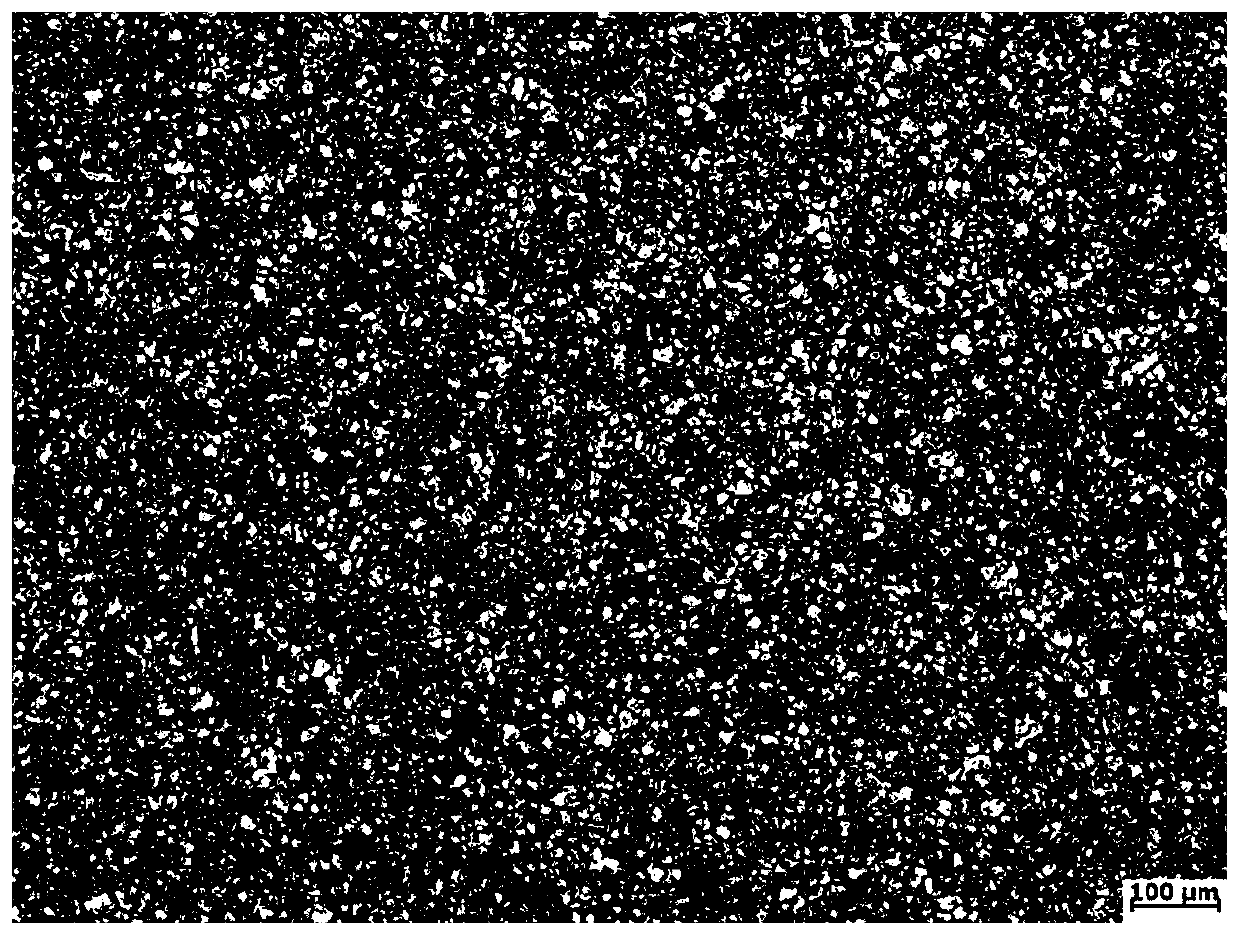
[0018] Take the specification Bars for gear steel, including the following components by weight percentage: C: 0.20%, Mn: 0.75%, Si: 0.15%, P: 0.010%, S: 0.005%, Cr: 0.50%, Ni: 0.55%, Mo: 0.19%, Al: 0.025%, N: 0.018, and the rest are Fe and unavoidable impurities. Through EAF smelting, LF refining, VD vacuum degassing, continuous casting, slab slow cooling, primary heating, billet rolling, billet dephosphorization, secondary heat rolling heating, secondary heat rolling dephosphorization, final rolling, slow The gear steel prepared by cooling, straightening, peeling, ultrasonic flaw detection, and magnetic flux leakage flaw detection, the photo of the austenite grain after being corroded by saturated picric acid is as follows figure 1 shown.
[0019] Among them, EAF smelting: oxygen blowing slagging, control of electric furnace endpoint C 0.06%, P 0.007%, tapping temperature 1620°C, deoxidation and alloying operations during tapping.
[0020] LF refining: Add aluminum block...
Embodiment 2
[0030] Take the specification Bars for gear steel, including the following components by weight percentage: C: 0.23%, Mn: 0.90%, Si: 0.20%, P: 0.012%, S: 0.030%, Cr: 0.40%, Ni: 0.70%, Mo: 0.15%, Al: 0.040%, N: 0.015, and the rest are Fe and unavoidable impurities. After EAF smelting, LF refining, VD vacuum degassing, continuous casting, slab slow cooling, primary heating, billet rolling, billet dephosphorization, secondary heat rolling heating, secondary heat rolling dephosphorization, final rolling, slow The gear steel is prepared by cooling, straightening, peeling, ultrasonic flaw detection, and magnetic flux leakage flaw detection.
[0031] Among them, EAF smelting: oxygen blowing slagging, control of electric furnace end point C 0.07%, P 0.010%, tapping temperature 1600°C, deoxidation and alloying operations during tapping.
[0032] LF refining: the aluminum content in the molten steel is reduced to 0.010% by adding aluminum blocks, adding slagging materials for pre-sla...
Embodiment 3
[0042] Take the specification Bars for gear steel, including the following components by weight percentage: C: 0.18%, Mn: 0.70%, Si: 0.35%, P: 0.020%, S: 0.035%, Cr: 0.60%, Ni: 0.40%, Mo: 0.25%, Al: 0.044%, N: 0.014, and the rest are Fe and unavoidable impurities. After EAF smelting, LF refining, VD vacuum degassing, continuous casting, slab slow cooling, primary heating, billet rolling, billet dephosphorization, secondary heat rolling heating, secondary heat rolling dephosphorization, final rolling, slow The gear steel is prepared by cooling, straightening, peeling, ultrasonic flaw detection, and magnetic flux leakage flaw detection.
[0043] Among them, EAF smelting: oxygen blowing slagging, control of electric furnace end point C 0.10%, P 0.015%, tapping temperature 1650°C, deoxidation and alloying operations during tapping.
[0044] LF refining: Add aluminum blocks to make the aluminum content in molten steel 0.045%, add slagging materials for pre-slagging, and keep whit...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More