

A process method for controlling the casting temperature of amorphous alloy melt
A technology of amorphous alloy and casting temperature, which is applied in the field of metal functional material preparation, can solve the problems of lowering the normal casting temperature of the melt and not being able to minimize the casting temperature of the melt, so as to improve the surface quality, controllability and repeatability Strong, volume-reducing effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment approach
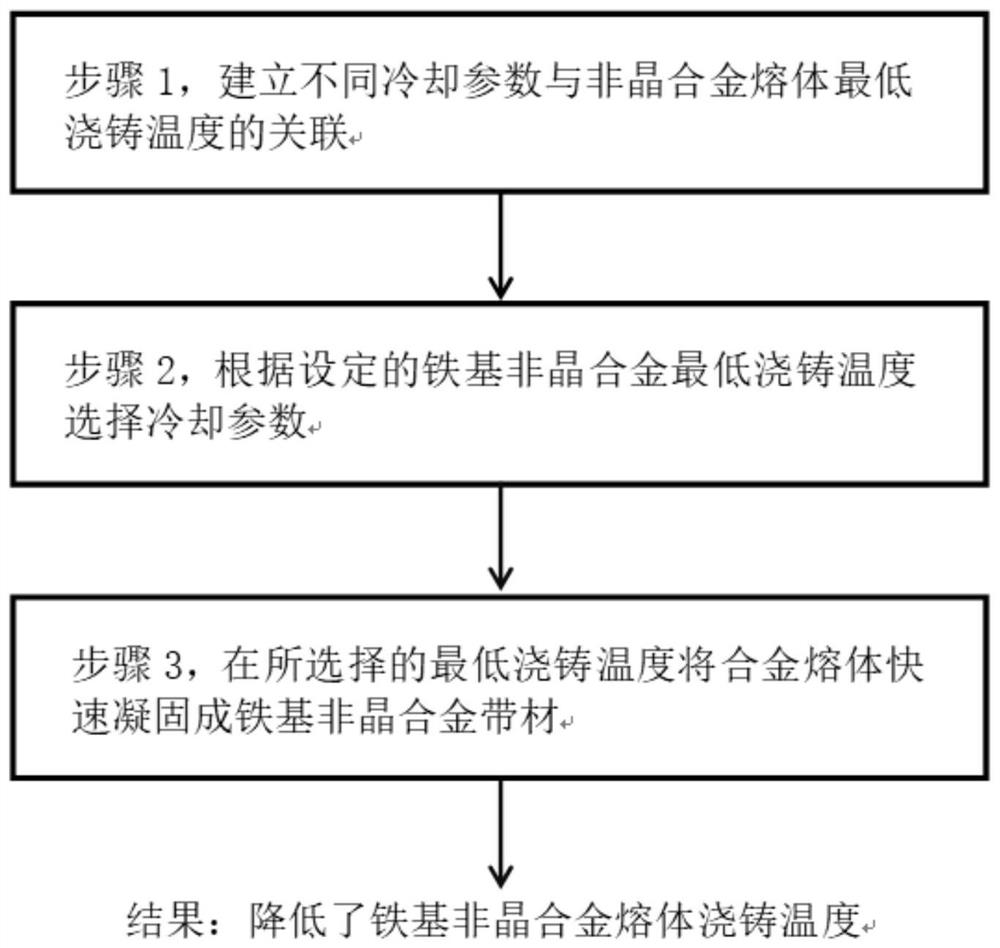
[0033] combine figure 1 , taking iron-based amorphous alloys as an example, a preferred embodiment of a process method for regulating the minimum casting temperature of an amorphous alloy melt proposed by this application includes the following specific steps:
[0034] Step 1, set up different cooling parameters (comprising the thickness and the cooling water temperature of the cooling roll copper sleeve in each cooling parameter) and certain iron-based amorphous alloy melt (such as Fe 79 Si 12 B 9 ) The relationship between the minimum casting temperature: (1) A series of different cooling parameters are formed by reducing the thickness of the cooling roller copper sleeve and the cooling water temperature; (2) For each cooling parameter, the method of reducing the casting temperature is Casting temperature, the alloy melt is prepared into an amorphous alloy thin strip, until the crystal phase appears in the amorphous alloy thin strip; (3) obtain the minimum casting temperat...
Embodiment 1
[0039] to adopt Fe 79 Si 12 B 9 Take the amorphous alloy thin strip as an example, the subscript number in the chemical formula is at%, and the amorphous solid alloy thin strip is prepared by the high-speed planar flow continuous casting method commonly used in this field. Fe 79 Si 12 B 9 Amorphous alloy thin strip, the specific operation steps are as follows:
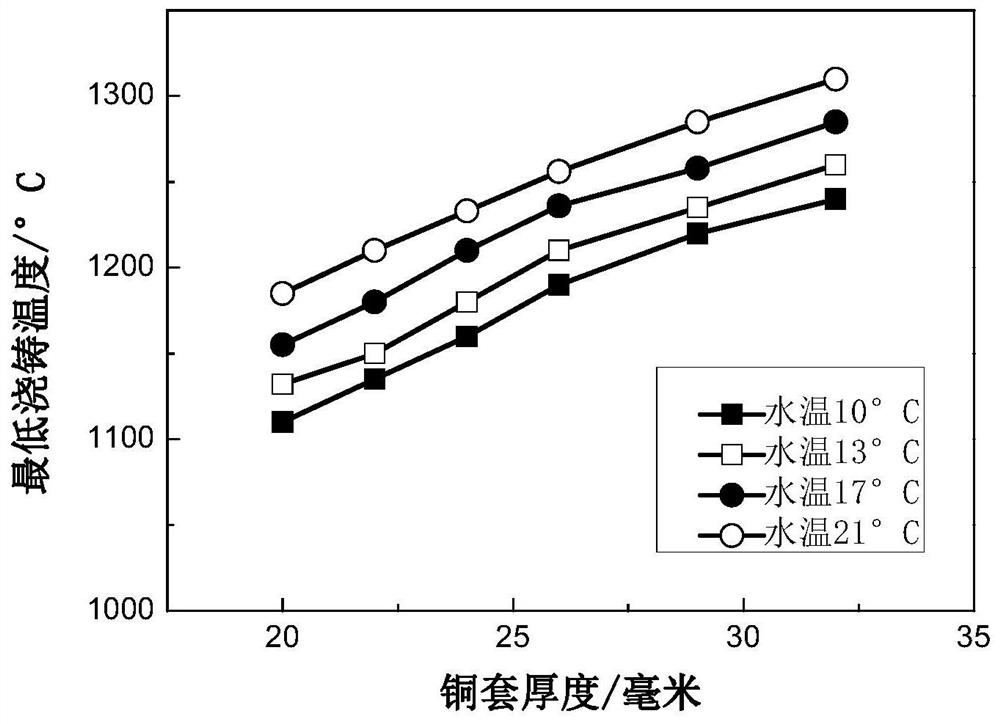
[0040] Step 1, establish the relationship between different cooling parameters and the minimum casting temperature of the amorphous alloy melt: (1) According to the thickness range of the copper sleeve of the cooling roll is 20-32mm, and the temperature range of the cooling water is 10-21°C, the copper sleeve thickness and Cooling water temperature forms a series of cooling parameters (including the specific point value selection of the cooling parameters of the thickness of the copper sleeve and the cooling water temperature, see figure 2 ); (2) For each cooling parameter, adopt the method of lowering the pouri...
Embodiment 2
[0045] to adopt Fe 79 Si 12 B 9 Take the amorphous alloy thin strip as an example, the subscript number in the chemical formula is at%, and the amorphous solid alloy thin strip is prepared by the high-speed planar flow continuous casting method commonly used in this field. Use the process method that the present invention proposes to reduce the casting temperature of amorphous alloys to prepare Fe 79 Si 12 B 9 Amorphous alloy thin strip, the specific operation steps are as follows:
[0046] Step 1, establish the relationship between different cooling parameters and the minimum casting temperature of the amorphous alloy melt: (1) determine the thickness range of the copper sleeve of the cooling roll to be 20-32 mm, the temperature range of the cooling water to be 10-21 ° C, the thickness of the copper sleeve and The cooling water temperature forms a series of cooling parameters; (2) for each cooling parameter, adopt the method of lowering the casting temperature, and at di...
PUM
| Property | Measurement | Unit |
|---|---|---|
| density | aaaaa | aaaaa |
| density | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More