

A rolling temperature control method for eliminating red rust on the surface of hot-rolled coil weathering steel
A rolling temperature and control method technology, applied in the direction of temperature control, etc., can solve the problems affecting the surface quality of hot-rolled coil weathering steel, increasing production costs, and high alloy costs, so as to improve surface quality, eliminate red rust, and reduce production. cost effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
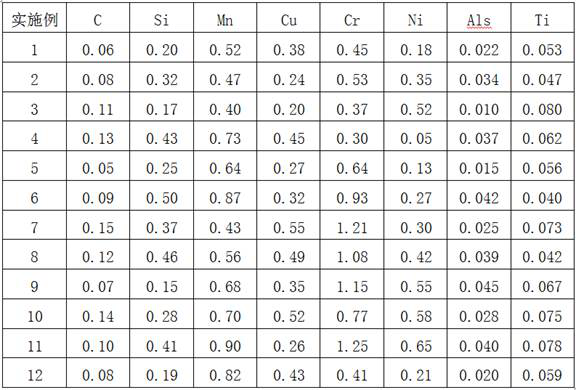
[0023] The thickness of the hot-rolled coiled weathering steel in this embodiment is 2.0 mm, and its chemical composition and mass percentage are shown in Table 1.
[0024] In this embodiment, the slab thickness of the hot-rolled weather-resistant steel coil is 200 mm, and the rolling temperature control method for eliminating the red rust on the surface of the weather-resistant steel coil of the hot-rolled coil comprises the following steps:
[0025] (1) Heating temperature control: the slab is heated in the heating furnace, and the air-fuel ratio of the heating furnace is 3.5:1. The heating temperature of the first heating section is 1150°C; the heating temperature of the second heating section is 1297°C, the soaking temperature is 1300°C, and the furnace temperature is 1260°C; the total heating time in the furnace is 200 minutes;
[0026] (2) Temperature and thickness control of rough rolling intermediate billet: rough rolling can be rolled in 7 passes, the temperature of i...
Embodiment 2
[0031] The thickness of the hot-rolled coiled weathering steel in this embodiment is 6.0mm, and its chemical composition and mass percentage are shown in Table 1.
[0032] In this embodiment, the slab thickness of the hot-rolled weather-resistant steel coil is 200 mm, and the rolling temperature control method for eliminating the red rust on the surface of the weather-resistant steel coil of the hot-rolled coil comprises the following steps:
[0033] (1) Heating temperature control: the slab is heated in a heating furnace, and the air-fuel ratio of the heating furnace is 2.5:1. The heating temperature of the first heating section is 1120°C; the heating temperature of the second heating section is 1285°C, the soaking temperature is 1290°C, and the furnace temperature is 1250°C; the total heating time in the furnace is 165min;
[0034] (2) Temperature and thickness control of rough rolling intermediate billet: 7 passes of rough rolling, the temperature of intermediate billet at ...
Embodiment 3
[0039] The thickness of the hot-rolled coiled weathering steel in this embodiment is 7.8 mm, and its chemical composition and mass percentage are shown in Table 1.
[0040] In this embodiment, the slab thickness of the hot-rolled weather-resistant steel coil is 200 mm, and the rolling temperature control method for eliminating the red rust on the surface of the weather-resistant steel coil of the hot-rolled coil comprises the following steps:
[0041] (1) Heating temperature control: the slab is heated in a heating furnace, and the air-fuel ratio of the heating furnace is 3.0:1. The heating temperature of the first heating section is 1050°C; the heating temperature of the second heating section is 1261°C, the soaking temperature is 1263°C, and the furnace temperature is 1220°C; the total heating time in the furnace is 161min;
[0042] (2) Temperature and thickness control of rough rolling intermediate billet: 5 passes of rough rolling, the temperature of intermediate billet at...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More