Steel plate for AS/NZS 3678-350L15Z35 structure, and manufacturing method thereof
A technology for structural and steel plates, which is applied in the field of AS/NZS3678-350 series structural steel, can solve the problems of high production cost and difficulty in mass production of the process, and achieve the effect of low production cost and short production cycle
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
[0031] This embodiment relates to the rolling production of 12mm thick steel plates. The specification of the continuous casting slab used is 150mm×2400mm×3200mm, and the specification of the final product is 12×3000×L (length) mm. The billet is cold loaded into the heating furnace, the temperature of the preheating section of the heating furnace: 680-700℃, the temperature of the heating section: 950-1000℃, the temperature of the second heating section: 1180-1200℃, the temperature of the soaking section: 1240-1250℃; Total time 166 minutes. After being out of the furnace, high-pressure water descaling, and then rolling, including 5 passes of rough rolling, the thickness of the intermediate billet is 40mm, after warming, the starting rolling temperature of the finishing mill is 910°C, after 7 passes of rolling, the final rolling temperature is 816°C After the rolling is completed, it is straightened 3-5 times or leveled by a leveler, sent to a cooling bed to cool to room tempera...
Embodiment 2
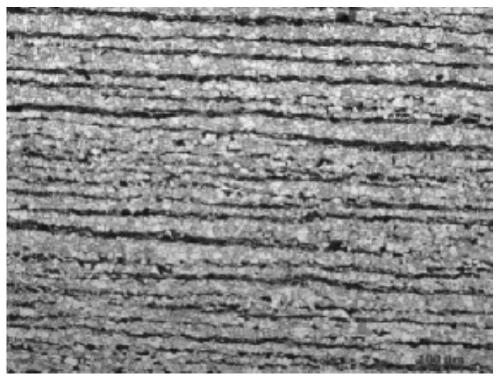
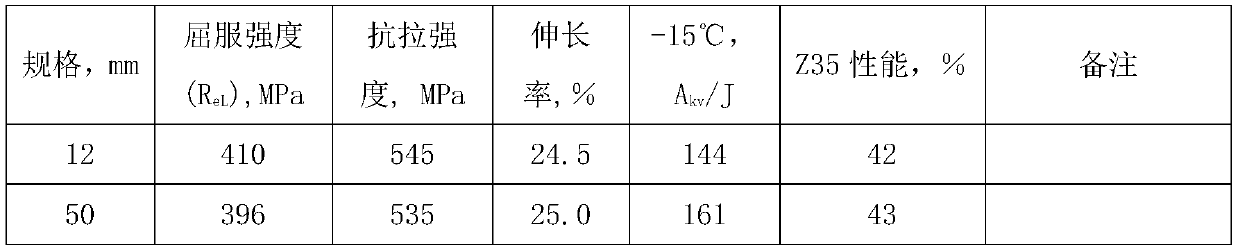
[0033] Production and rolling of 50mm thick steel plate example. The continuous casting slab is 250×2400×3500mm, and the rolled finished plate is 50×2700×L (length) mm. Blank is cold-packed into heating furnace, and heating process is the same as example 1, and total heating time is 276 minutes. Rough rolling is rolled for 7 passes, and the thickness is 107mm. After warming, the starting temperature of the finishing mill is 830°C. The finish rolling is rolled for 7 passes, and the final rolling temperature is 801°C. After rolling, it is straightened by a leveler. Send it to the cooling bed for cooling, cool down to 360°C, and then cool down slowly in the line stack; after 26 hours, take samples, perform physical and chemical inspections and quality inspections. The physical and chemical performance test results are shown in Table 1, and the metallographic structure is as follows figure 1
[0034] Table 1
[0035]
[0036]
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More