

Forging method capable of reducing curvature of slender steel
A bending degree and steel technology, which is applied in the field of steel forging, can solve the problems that slender steel is easy to bend, etc., and achieve the effect of reducing the number of preheating and straightening and rectification, saving manufacturing costs, and being easy to implement
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0027] This embodiment provides a forging forming method for reducing the curvature of the steel when the precision forging machine forges the slender steel.
[0028] A 16MN horizontal precision forging machine is adopted, the programming software for automatic control is BarForge, and the model of the round hammer head is R120 or R150. Requirements for forging round billets: the weight of the billet must be ≤8 tons, the length of the billet must be >1.5 meters, the initial diameter of the billet must be less than Φ690mm (only for bending), the length of the finished product must be ≤20 meters, and the minimum diameter of the finished product is Φ120mm.
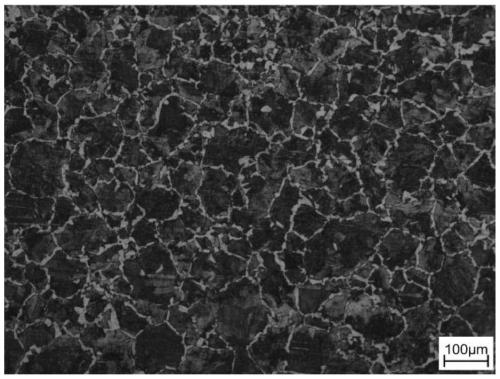
[0029] The blank used in this example is H13 die steel, with a weight of 3.17 tons and a specification of The forged product is H13 die steel with a specification of Φ200+2 / -0*12000mm. The specific preparation process of the product is: blank→heating→forging to the finished product size with a precision forging machine.
...
Embodiment 2
[0054] This embodiment provides a forging forming method for reducing the curvature of the steel when the precision forging machine forges the slender steel.
[0055] A 16MN horizontal precision forging machine is adopted, the programming software for automatic control is BarForge, and the model of the round hammer head is R120 or R150. Requirements for forging round billets: the weight of the billet must be ≤8 tons, the length of the billet must be >1.5 meters, the initial diameter of the billet must be less than Φ690mm (only for bending), the length of the finished product must be ≤20 meters, and the minimum diameter of the finished product is Φ120mm.
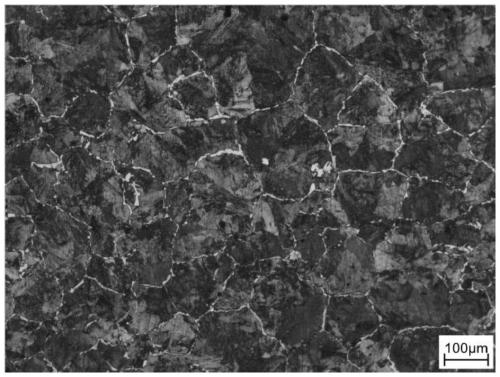
[0056] The blank used in this embodiment is 42CrMo bonded steel with a weight of 1.78 tons and a specification of The forged product is 42CrMo bonded steel with a specification of Φ150+2 / -0*12000mm. The specific preparation process of the product is: blank→heating→forging to the finished product size with a precision forgin...
Embodiment 3
[0071] This embodiment provides a forging forming method for reducing the curvature of the steel when the precision forging machine forges the slender steel.
[0072] A 16MN horizontal precision forging machine is adopted, the programming software for automatic control is BarForge, and the model of the round hammer head is R120 or R150. Requirements for forging round billets: the weight of the billet must be ≤8 tons, the length of the billet must be >1.5 meters, the initial diameter of the billet must be less than Φ690mm (only for bending), the length of the finished product must be ≤20 meters, and the minimum diameter of the finished product is Φ120mm.
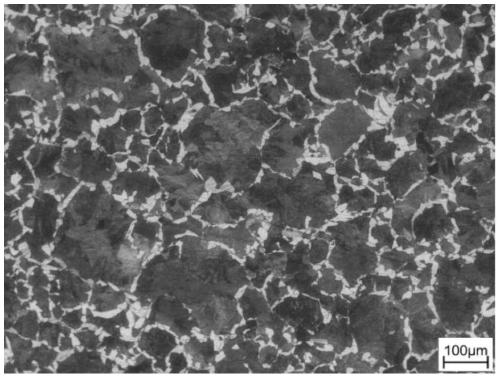
[0073] The blank used in this example is D-SFCM860-1 structural steel, with a weight of 3.7 tons and a specification of The forged product is D-SFCM860-1 structural steel with a specification of Φ180+2 / -0*18000mm. The specific preparation process of the product is: blank→heating→forging to the finished product size with a p...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More