

Production method of pearlite matrix ultrahigh-strength ductile cast iron crankshaft
An ultra-high-strength, nodular cast iron technology, applied in the direction of casting molds, casting mold components, casting molding equipment, etc., can solve the problems of high heat treatment costs, limitations, and inability to harden, so as to improve the roundness of graphite growth and reduce Small graphite diameter, promoting the effect of graphite nucleation
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0071] Embodiment 1: Production of J4200 crankshaft
[0072] The weight of the part is 70Kg, the basic wall thickness is 25mm, and the external dimension is 800*250*250mm.
[0073] (1) The ratio of the main charge of the original molten iron is: Q10 low-sulfur and low-titanium pig iron 20%, carbon steel scrap 55%, pearlite ductile iron 25%, and the composition of molten iron is adjusted to C: 3.83%, Si: 0.74% , Mn: 0.44%, Cu: 0.48%, Ti: 0.036%, S: 0.012%.
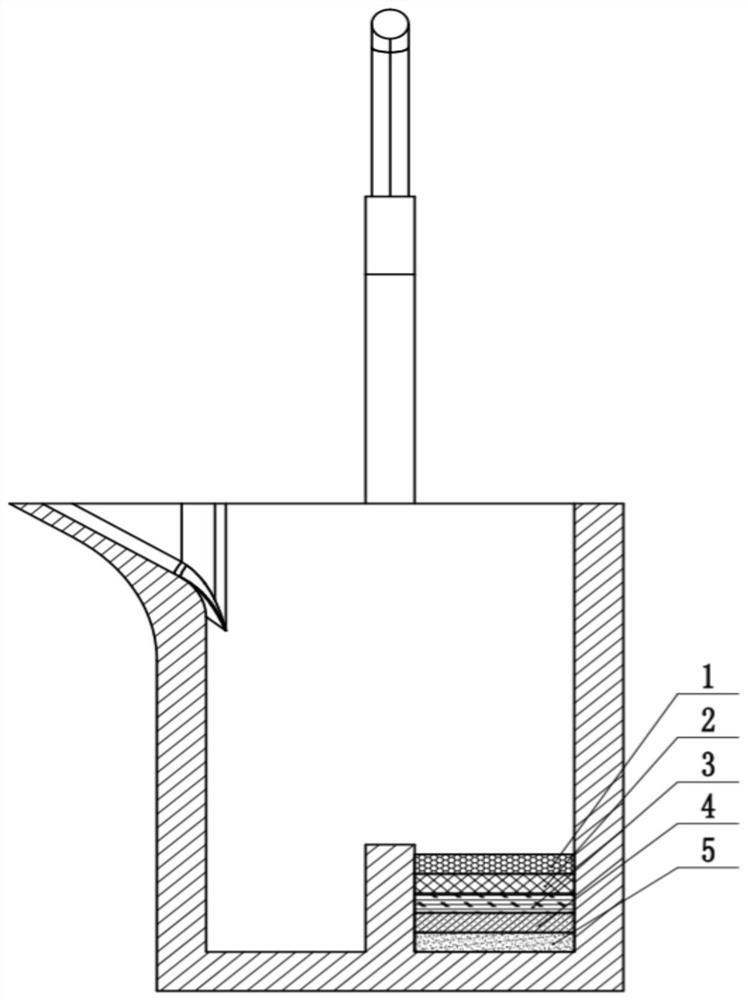
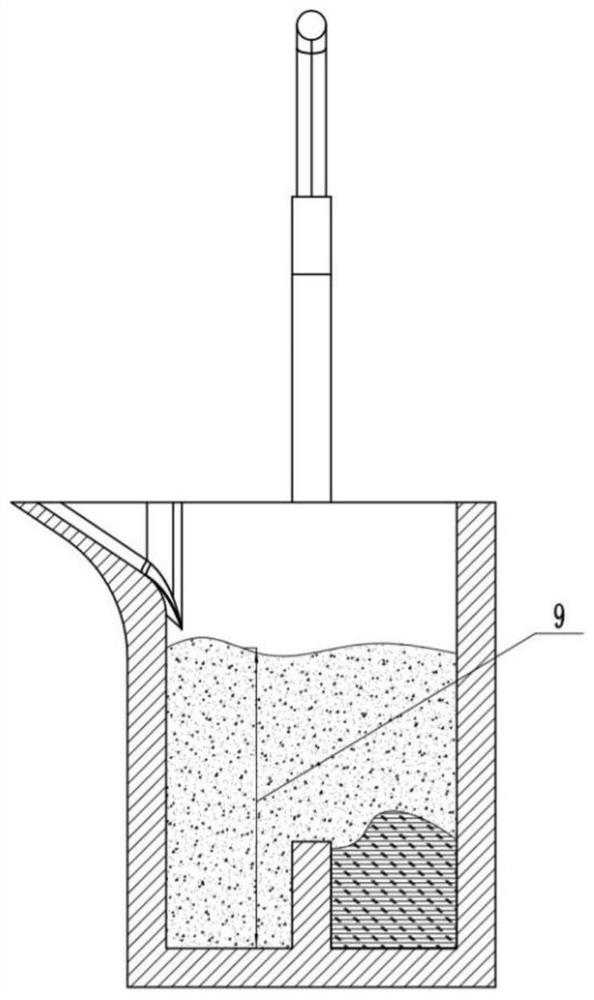
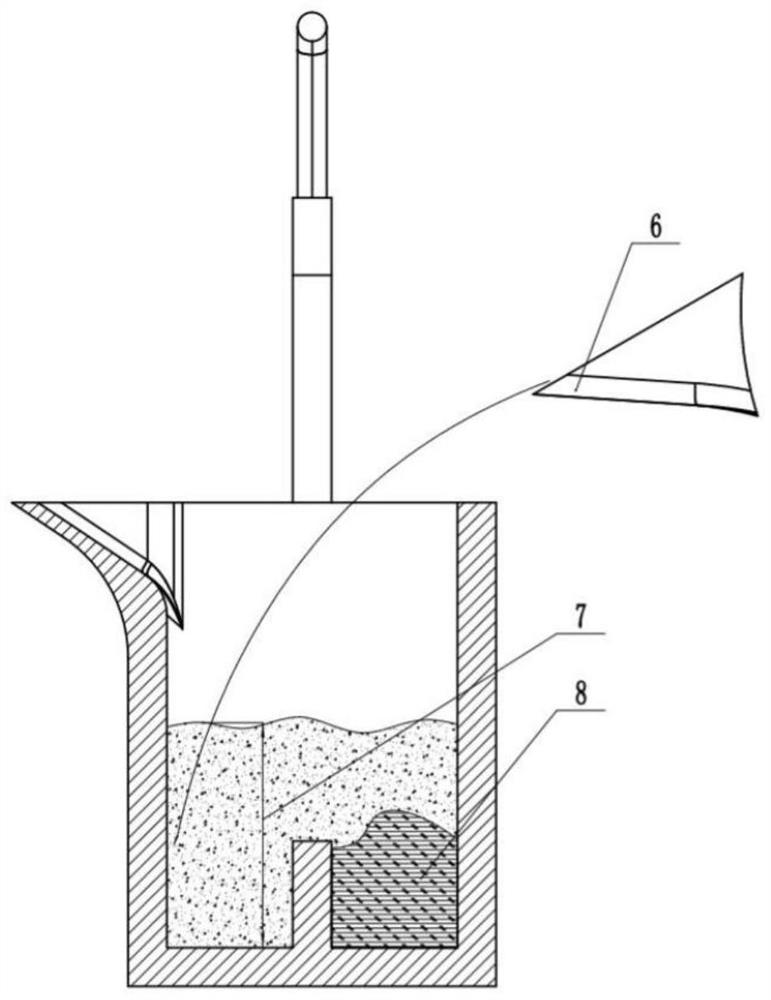
[0074] (2) The tapping weight is 550 kg, add 5.23 kg of 1-6 nodulizer (accounting for 0.95% of the weight of molten iron), 0.29% of BS-1A inoculant and 0.23% of BS-1Sb inoculant in the nodulizing bag , 0.08% SiCaMn deoxidizer and 0.4% 75 ferrosilicon, according to figure 1 According to the order of packing, according to the iron tapping speed of 500 kg / 10 seconds, pour into the spheroidizing bag, and obtain the final molten iron residual magnesium as 0.037%, rare earth: 0.007% (rare earth / magnesium=1 / 5.3).
[0075] (3) T...
Embodiment 2
[0080] Example 2: Production of JX400 crankshaft
[0081] The weight of the part is 45Kg, the basic wall thickness is 25mm, and the external dimension is 680*250*250mm.
[0082] (1) The ratio of the main charge of the original molten iron is: Q10 low-sulfur and low-titanium pig iron 20%, carbon steel scrap 55%, pearlite ductile iron 25%. The composition of molten iron is adjusted as C: 3.86%, Si: 0.70%, Mn: 0.42%, Cu: 0.5%, Ti: 0.035%, S: 0.012%.
[0083] (2) The tapping weight is 500 kg, add 4.75 kg of 1-6 nodulizer (accounting for 0.95% of the weight of molten iron), 0.28% of BS-1A inoculant and 0.22% of BS-1Sb inoculant in the nodulizing bag , 0.08% SiCaMn deoxidizer and 0.4% 75 ferrosilicon, according to iron tapping speed 500 kg / 10 seconds, pour into the spheroidizing bag, obtain final molten iron residual magnesium is 0.038%, rare earth: 0.007% (rare earth / magnesium=1 / 5.4).
[0084] (3) The spheroidized molten iron is poured into the JX400 crankshaft mold, and a 0.3-...
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle size | aaaaa | aaaaa |
| particle size | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More