

Method for machining grooved thin-walled lock ring part
A part processing and thin-wall technology, which is applied to the processing of grooved and thin-walled lock ring parts, can solve the problems of many surface burrs, difficult processing, and part size errors, and achieves reduction of processing internal stress, high qualification rate, and reduced processing. effect of error
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
[0044] In this embodiment, the processing process of the lock ring part at the head end of an aviation fuel nozzle is taken as an example. The lock ring part at the head end of the aviation fuel nozzle includes an annular thin-walled structure, and the end of the annular thin-walled structure is provided with a plurality of groove structures. The groove structures are arranged symmetrically.
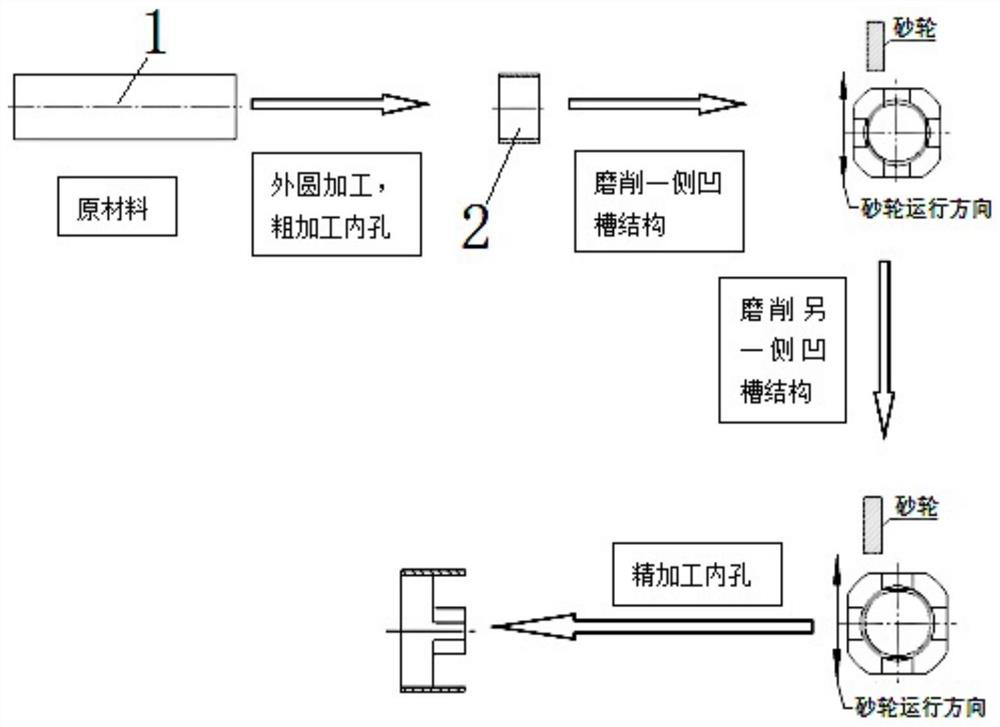
[0045] The specific processing process is as follows:
[0046] Step 1. Select the bar as the raw material for parts processing;
[0047] Step 2. Use a precision instrument lathe or a CNC lathe to turn the outer circle of the part on the raw material, and rough boring and milling the inner hole of the part to obtain a semi-finished part;
[0048] Step 3. Assemble the semi-finished part in the part mounting hole of the grinding tank tooling, the outer circle of the semi-finished part fits with the inner wall of the part mounting hole of the grinding tank tooling, and the gap is less than ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More