Non-stop edge grinding equipment for protrusions in surface grooves for metal product production
A technology for metal products and edging equipment, applied in metal processing equipment, grinding/polishing equipment, other manufacturing equipment/tools, etc., can solve the problems of reducing equipment service life, complicated operation, etc., to reduce the difficulty of operation and avoid repeated Stop to check the progress of processing and protect the effect of edge grinding equipment
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0026] The technical solutions in the embodiments of the present invention will be clearly and completely described below in conjunction with the accompanying drawings in the embodiments of the present invention. Obviously, the described embodiments are only some of the embodiments of the present invention, not all of them. Based on the embodiments of the present invention, all other embodiments obtained by persons of ordinary skill in the art without creative work all belong to the protection scope of the present invention.
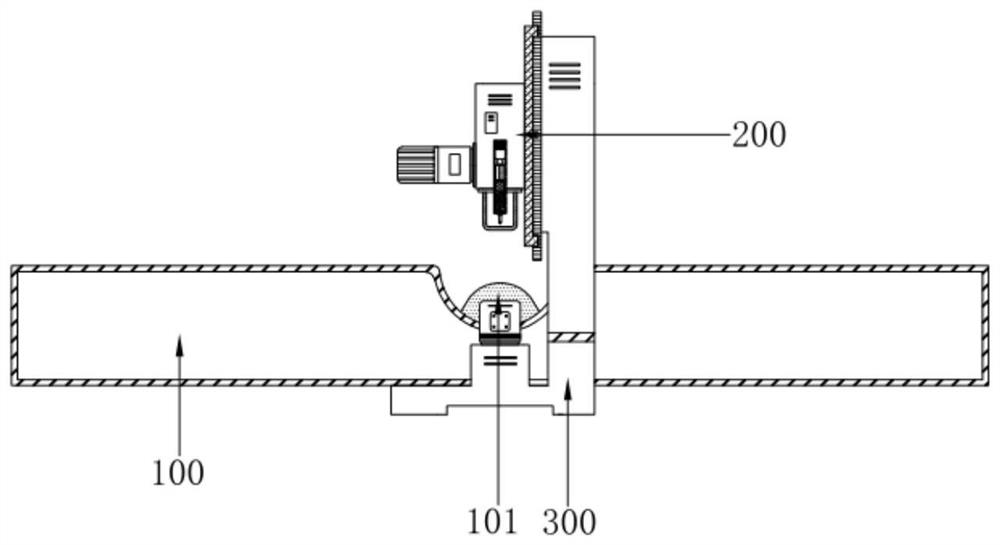
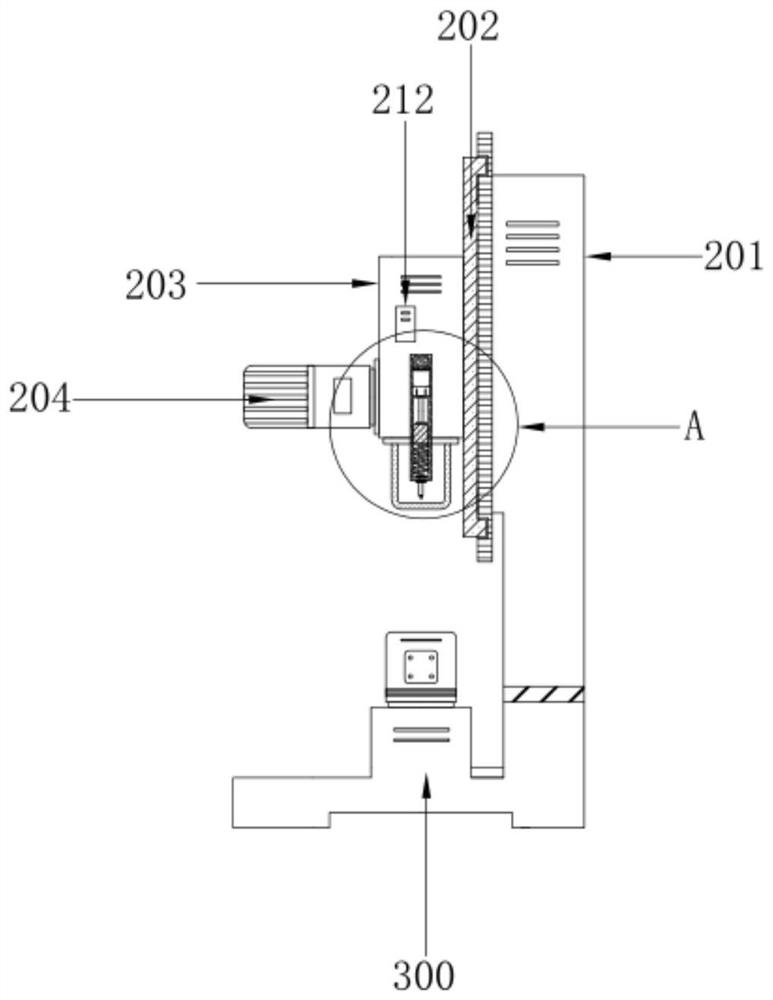
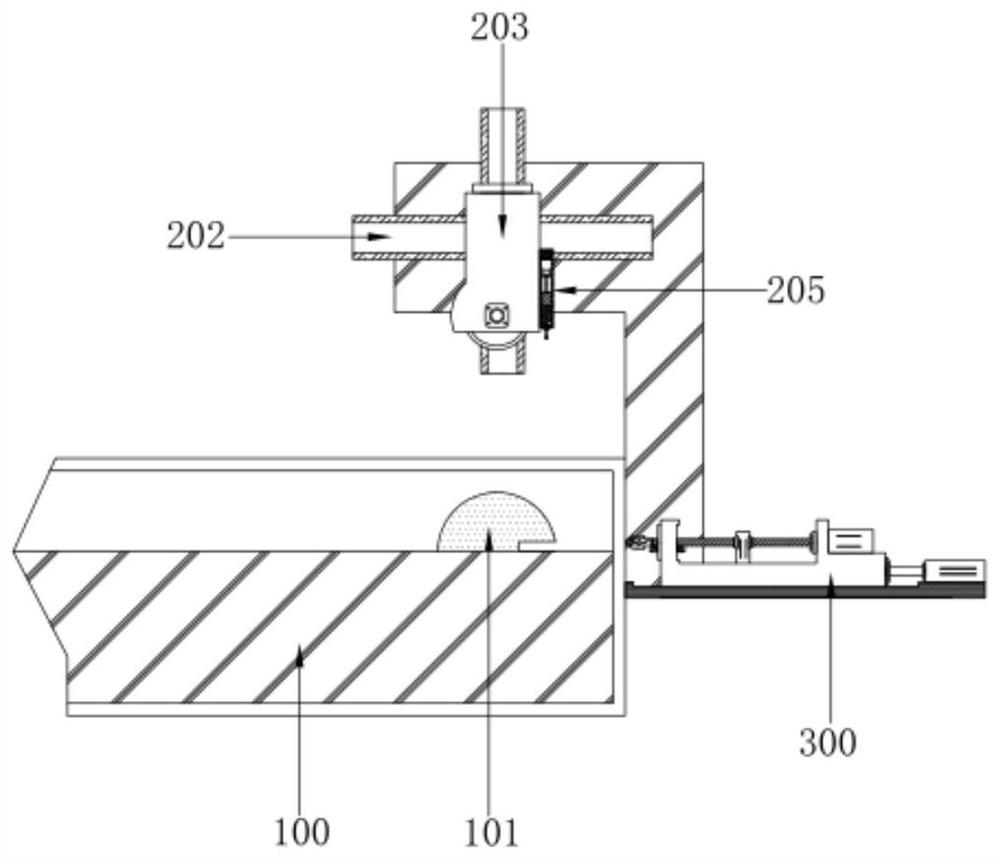
[0027] see figure 1 , the present invention provides a non-stop edging device for protruding inside grooves on the surface of metal products. The edging assembly 200 includes an installation base 201, the surface of the installation base 201 is provided with a two-way slide rail 202, and a protective shell 203 is movable on the two-way slide rail 202, and an edging structure (not labeled in the figure, It is the grinding disc in the prior art), and the ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More