

Pressure casting method for multi-section uniform accelerated injection of liquid metal
A technology of liquid metal and uniform acceleration, which is applied in the field of die casting of liquid metal multi-stage uniform acceleration injection, can solve the problems of performance degradation, reduce pores and oxidation inclusions, solve uniform acceleration changes, and improve the performance of castings.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0026] The present invention will be further described in detail below in conjunction with the accompanying drawings and specific embodiments. It should be noted here that the technical features involved in the various embodiments of the present invention described below can be combined with each other as long as they do not constitute conflicts with each other.
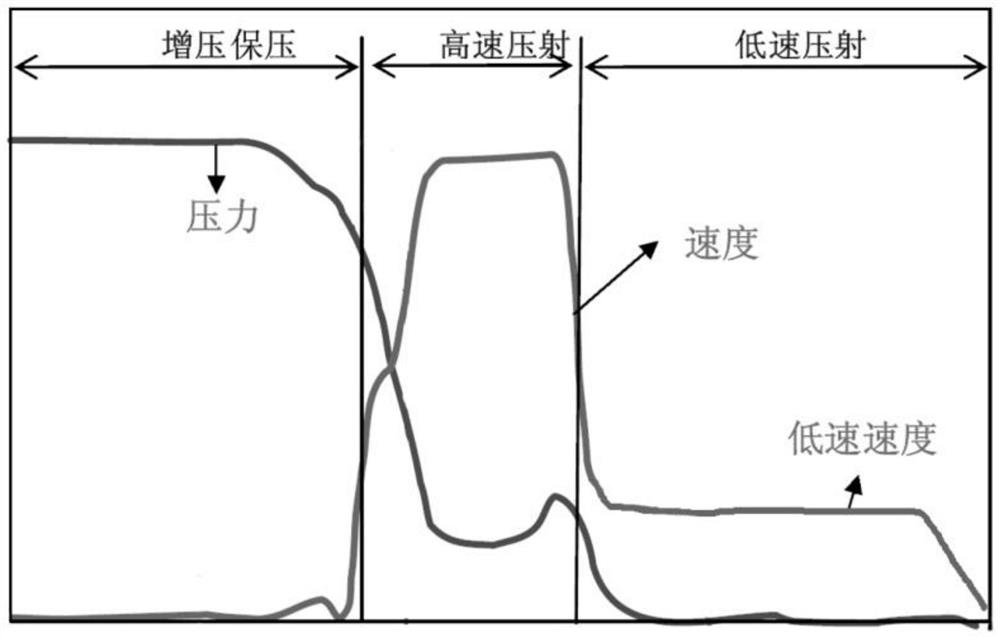
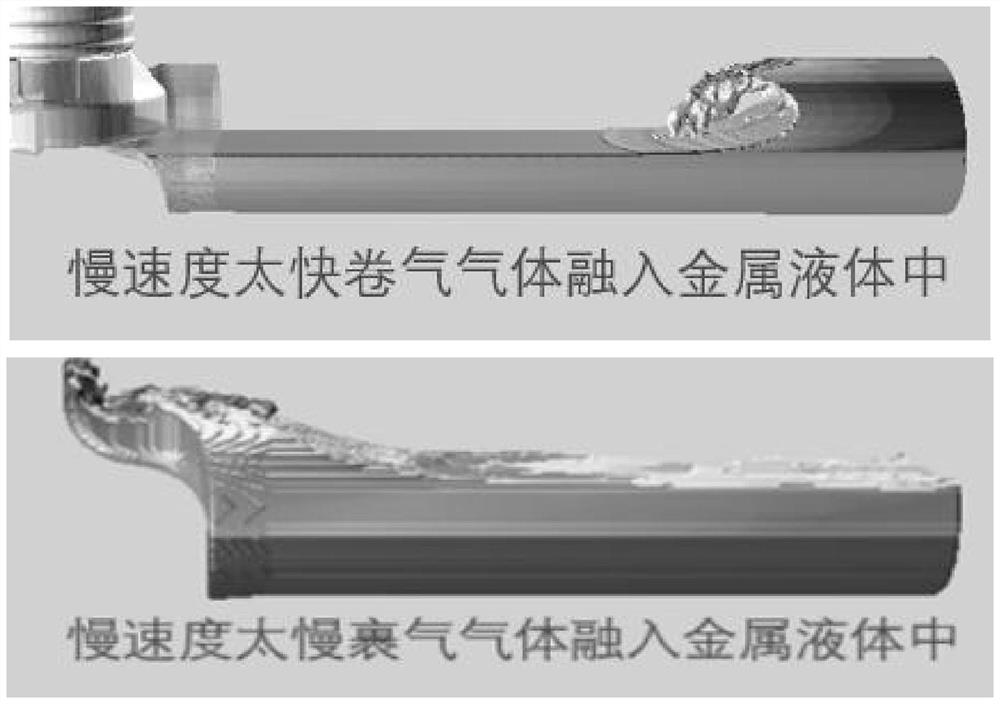
[0027] In order to solve the problem that the existing metal liquid has a large number of pores and oxidation inclusions in the casting caused by the phenomenon of air entrainment and oxidation inclusions during the die-casting movement in the pressure chamber, which reduces the performance, this application discloses a liquid metal multi-stage uniform acceleration injection The pressure casting method comprises the steps:
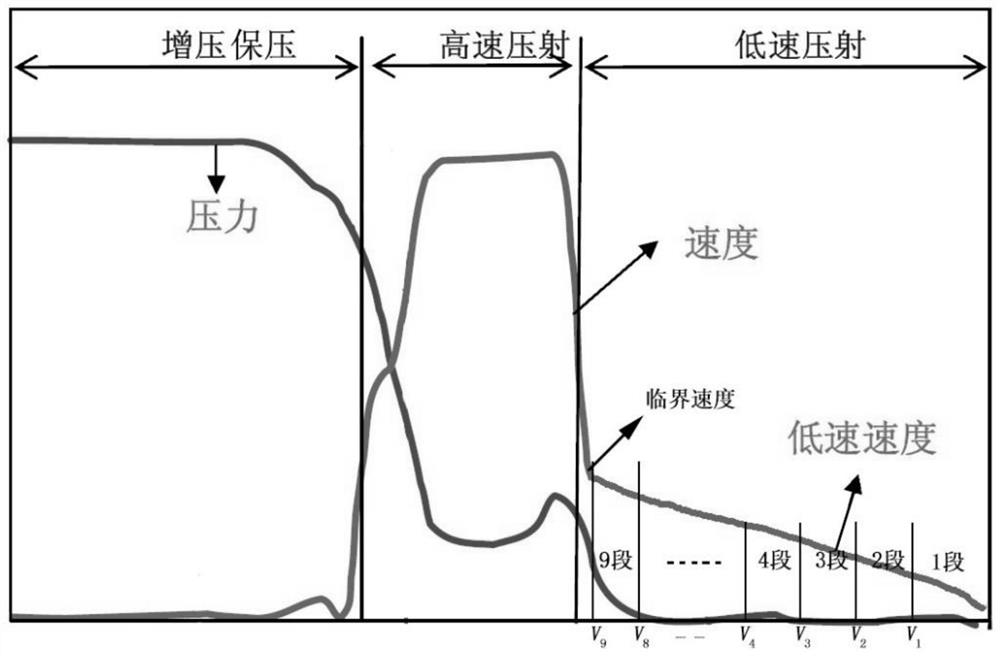
[0028] (1) The first stage is the low-speed injection stage: determine the initial injection velocity, critical velocity and critical acceleration of the liquid metal according to the length of t...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More