Welding power supplies and user interfaces for welding power supplies
An interface and electric power technology, applied in welding equipment, arc welding equipment, manufacturing tools, etc., can solve problems such as inability to produce weld seams, insufficient arc action to produce weld seams, and difficulty in adjusting welding parameters
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
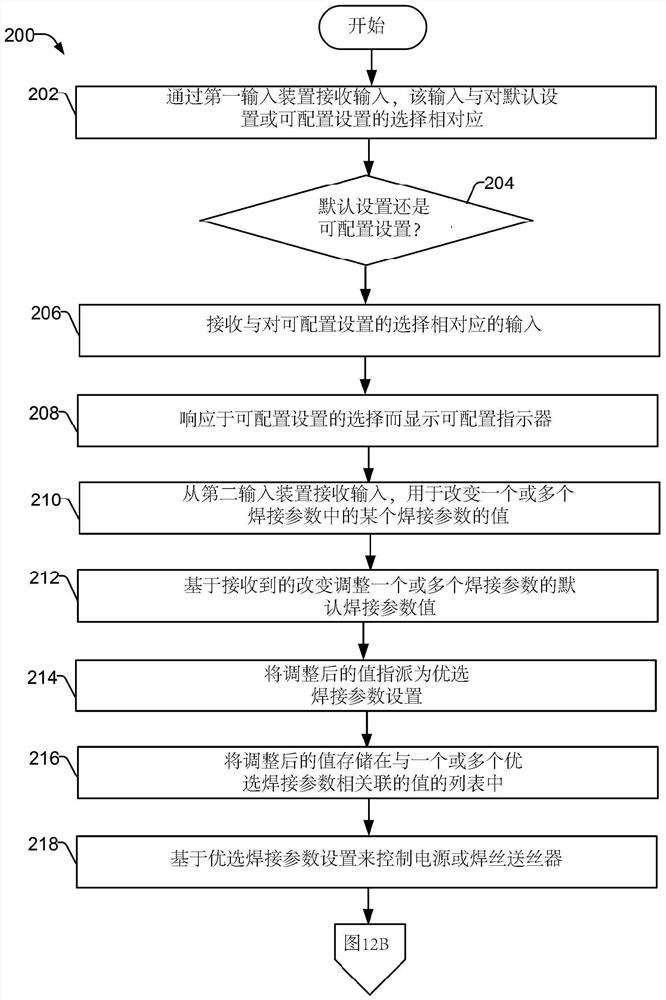
[0017] The disclosed example power supplies, user interfaces, and methods allow simple and intuitive setup of configurable and / or default settings for a welding power supply and / or wire feeder.
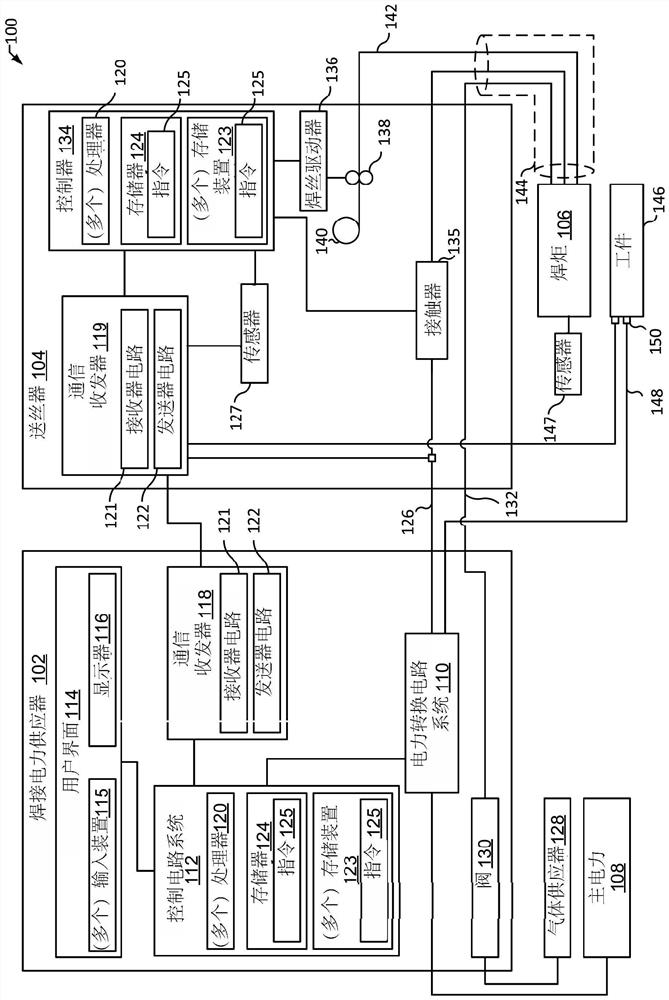
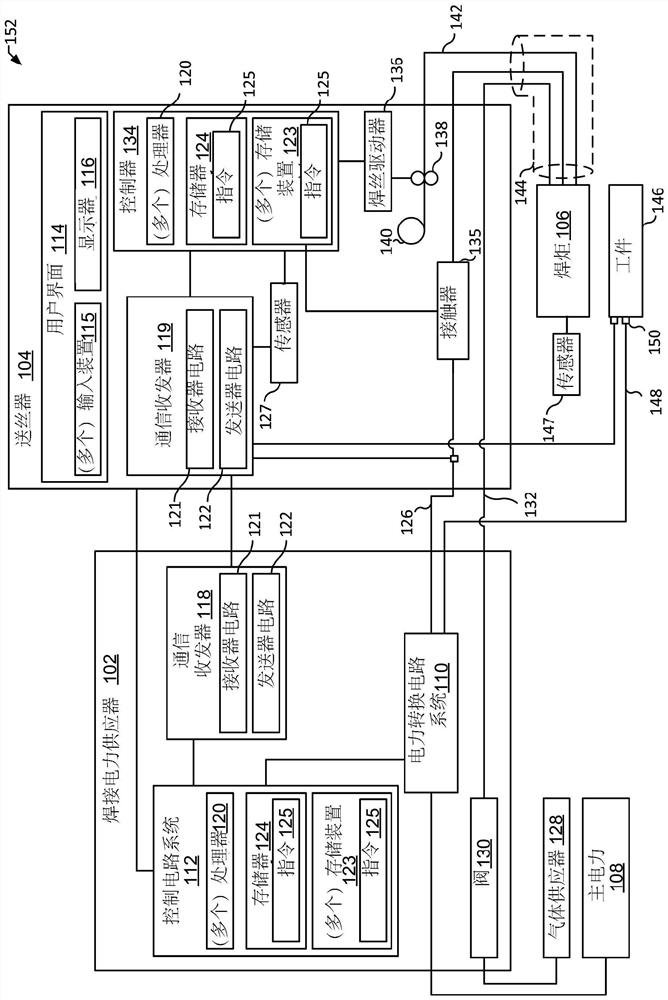
[0018] In some examples, the welding system includes a power supply for controlling the welding based on one or more welding parameters (e.g., voltage, current, power, wire feed speed, gas flow rate, pulse rate, workpiece thickness, workpiece material type, electrode type, welding process , travel speed, arc length or joint type, etc.) to deliver power to the torch. As disclosed herein, welding parameters may correspond to default and / or factory settings that represent empirically cited values for a particular welding process (e.g., based on material type, electrode diameter, welding process, and / or tools, etc.). Welding parameters can be configured for specific purposes. In other words, an interface (such as an auto-set button) may be provided to allow an operator to adjust one...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More