

A kind of forging process of aluminum alloy parts
A technology for aluminum alloy parts and aluminum alloys, which is applied in the field of material thermal processing, can solve the problems of high energy consumption and long production cycle after repeated heating, and achieve the effect of reducing artificial aging time, reducing production cycle and eliminating heat treatment process.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
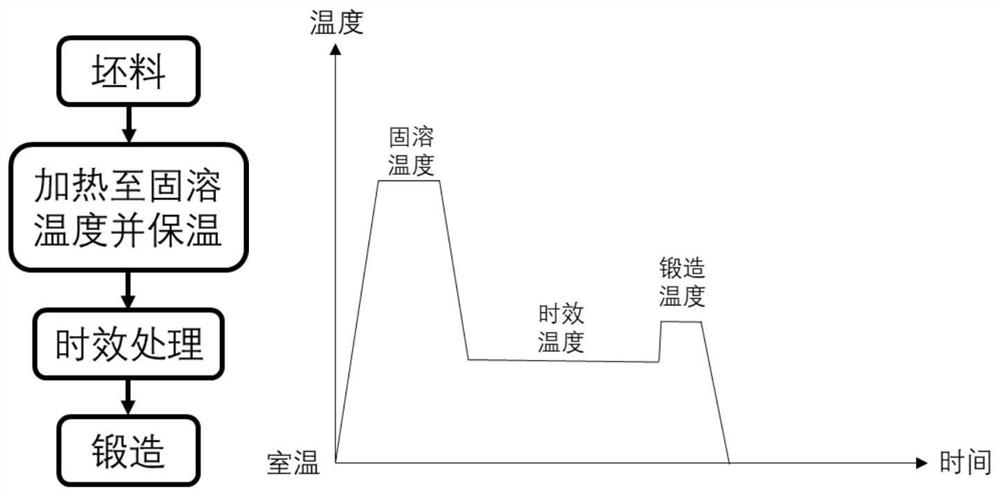
[0028] A kind of forging technology of aluminum alloy part, for the simple part that only needs to carry out die forging once, comprises following steps (as figure 2 shown):
[0029] S1, heating the aluminum alloy billet to the solution temperature in the heating equipment (for solution treatment), the heating and holding time is determined according to the wall thickness of the aluminum alloy billet, and the heat preservation is 20min according to the thickness of each aluminum alloy billet of 1mm; The aluminum alloy is 6000 series aluminum alloy; the heating time and holding time are controlled within 90 minutes;
[0030] S2. Underaging heat treatment is performed on the aluminum alloy blank, the temperature is controlled at 100-150°C, and the time is controlled at 2-8h;
[0031] S3. Heat the aluminum alloy billet after underaging treatment at 200-250°C for 5-10min, and preheat the forging die to 200°C;
[0032] S4. Performing isothermal die forging at 100-300° C. to fina...
Embodiment 2
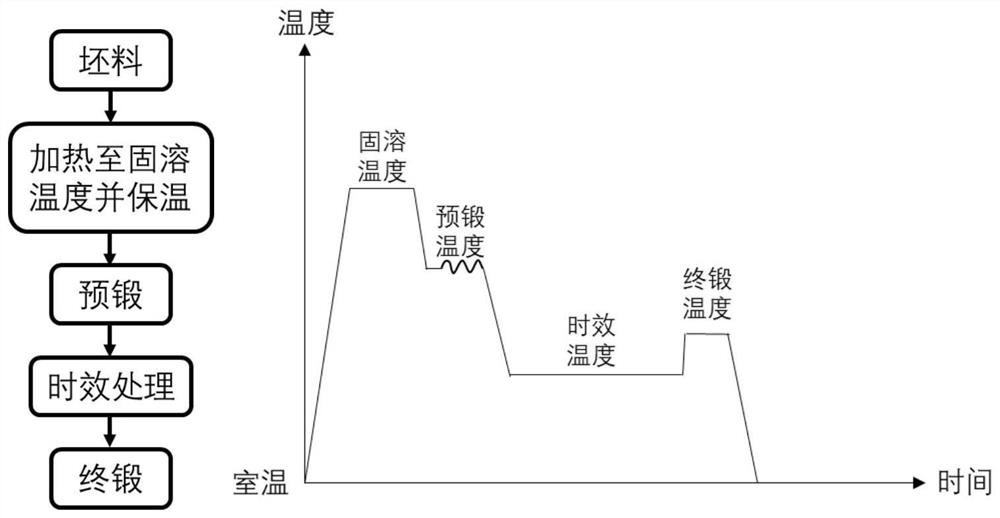
[0037] A kind of forging process of aluminum alloy parts, for the complicated piece that needs to carry out multiple die forgings, comprises the following steps (such as image 3 shown):
[0038] S1. Perform solid solution treatment on the aluminum alloy billet in the heating equipment. The heating and holding time is determined according to the wall thickness of the aluminum alloy billet, and is heated and held for 20 minutes according to the wall thickness of the aluminum alloy billet of 1mm; the aluminum alloy is a 6000 series aluminum alloy ;
[0039] S2. Heating the mold to the forging temperature, cooling the aluminum alloy billet to a pre-forging temperature of 450° C., and pre-forging the aluminum alloy billet after solution treatment;
[0040] S3. Perform underaging heat treatment on the pre-forged parts, the temperature is 100-150°C, and the time is 2-8h;
[0041] S4. Keep the parts after underaging treatment at 200-250°C for 5-10 minutes, and preheat the final for...
Embodiment 3
[0049] A forging process of an aluminum alloy part, comprising the following steps: when the blank material of the aluminum alloy is 6082 aluminum alloy, the specific forging process and parameters are as follows:
[0050] S1. Perform solid solution treatment on the aluminum alloy billet in the heating equipment, the temperature is 535°C, the heating and holding time is determined according to the size of the billet, and the heating and holding time is 20 minutes per wall thickness of 1 mm;
[0051] S2. Pre-forging the aluminum alloy blank after solution treatment at 450° C.;
[0052] S3. Perform underaging heat treatment on the pre-forged parts, the temperature is 120±5°C, and the time is 4-6h;
[0053] S4. The parts after under-aging treatment are kept at 200±5°C for 5-10 minutes, and the final forging die is preheated to 200°C;
[0054] S5. Performing isothermal die forging at 100-300° C. for final forging of the parts after underaging treatment;
[0055] S6. After the fo...
PUM
| Property | Measurement | Unit |
|---|---|---|
| tensile strength | aaaaa | aaaaa |
| yield strength | aaaaa | aaaaa |
| hardness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More