

A Multistage Jet Loop Reactor for Oxidative Coupling of Methane to Ethylene
A loop reactor and oxidative coupling technology, which is applied in chemical instruments and methods, organic chemistry, bulk chemical production, etc., can solve problems such as uneven temperature distribution, back-mixing, and low ethylene yield, and reduce deep reactions , reduce back-mixing and increase ethylene yield
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
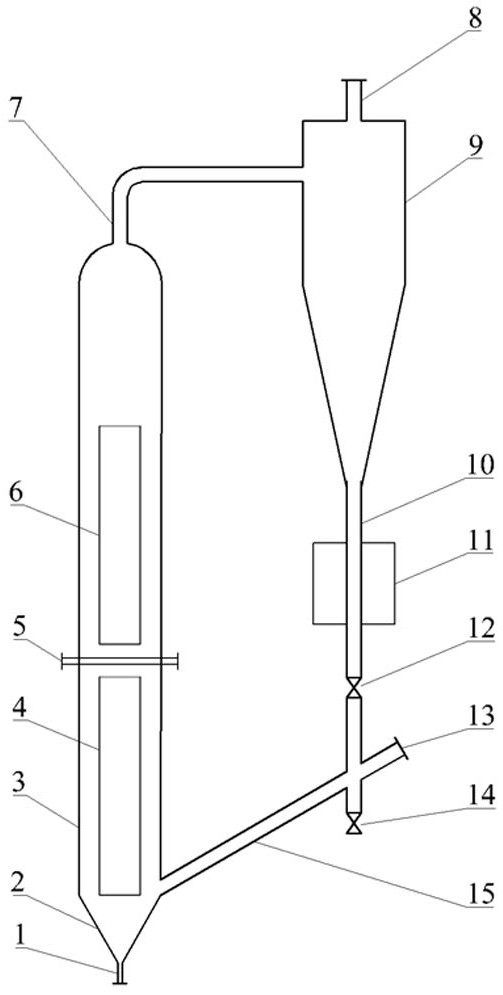
[0031] A multi-stage jet loop reactor for oxidative coupling of methane to ethylene is divided into a conical bottom zone, a circulation zone, a gas-solid separation zone, a cyclone separation zone and a feed-back zone. The conical bottom area includes the nozzle 1 and the conical bottom 2; the circulation area includes the lower space of the shell 3, the gas distributor 5, the first-stage guide tube 4 and the second-stage guide tube 6; the gas-solid separation area includes the shell The upper space of the body 3; the cyclone separation area includes a cyclone separator 9; the return area includes a material leg 10, a heat exchanger 11, a return valve 12, a secondary air inlet 13, a discharge valve 14 and a return pipe 15.
[0032] Such as figure 1 As shown, the nozzle 1 is located at the bottom of the conical bottom 2, the conical bottom 2 is connected to the bottom end of the shell 3, the first-stage guide tube 4 and the second-stage guide tube 6 are located in the middle a...
Embodiment 2
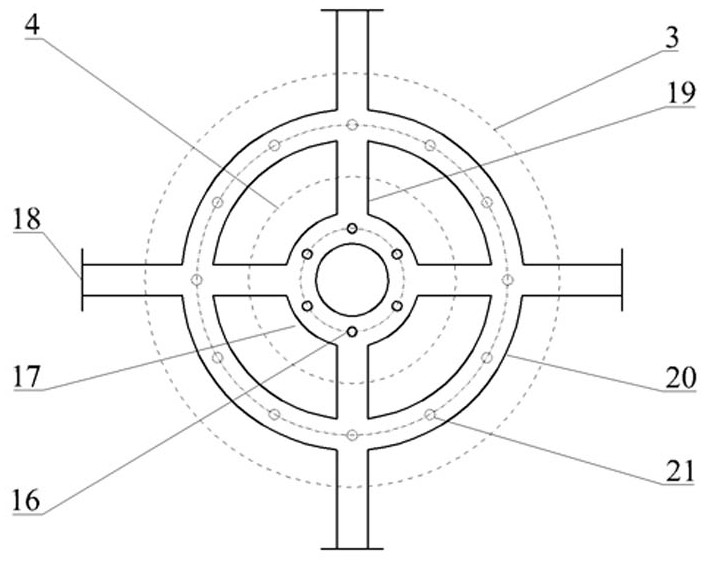
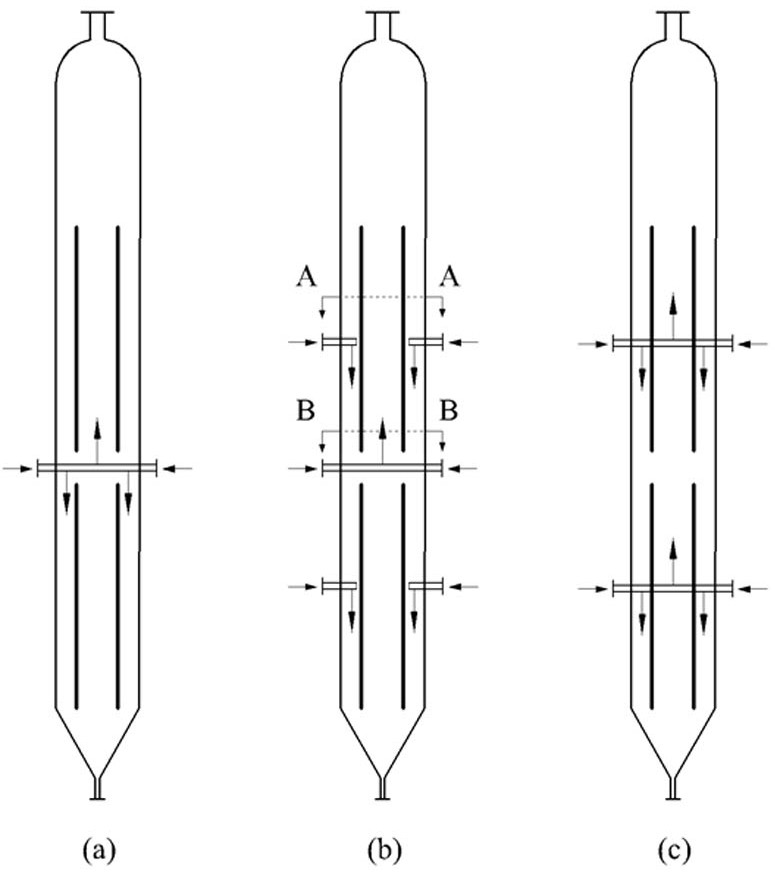
[0036] Adopt the reactor configuration identical with embodiment 1, difference is: adopt such as image 3 The placement method of the annular gas distributor shown in (b) is specifically manifested in that the annular gas distribution adopted is a single annular gas distributor, in which a single annular gas distributor with upward openings is placed between the stages of the draft tube (such as Figure 4 (B-B)), place a single-ring gas distributor with openings downward at the middle height of each guide tube (such as Figure 4 (A-A)). The average particle size of the catalyst is 100 μm, the reaction temperature is 800 °C, and the operation is under normal pressure. The gas composition passing through the nozzle is methane, the gas composition passing through the gas distributor and the secondary air inlet is oxygen and nitrogen, and the volumetric space velocity is 6000 h -1 , Methane: Oxygen: Nitrogen molar ratio of 3:1:1, methane conversion rate of 46%, ethylene yield of ...
Embodiment 3
[0038] Adopt the reactor configuration identical with embodiment 1, difference is: adopt such as image 3 The placement method of the annular gas distributor shown in (c) is specifically shown that the double-annular gas distribution is placed at the middle height of each draft tube. The average particle size of the catalyst is 150 μm, the reaction temperature is 800 ° C, the operating pressure is 5 bar, the gas components passing through the nozzle are methane and oxygen, the gas components passing through the gas distributor and the secondary air inlet are oxygen and nitrogen, and the volume space velocity for 8000 h -1 , methane: oxygen: nitrogen molar ratio under the condition of 3:1:1, methane conversion rate was 47%, ethylene yield was 28%.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More