

Processing method of hot-rolled ribbed steel bar
A technology of hot-rolled ribbed steel bars and processing methods, which is applied in metal processing equipment, metal rolling, manufacturing tools, etc., can solve the problem of high extrusion force, bending of rolled pieces, and affecting the stability and product quality of hot-rolled ribbed steel bars Quality and other issues
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0040] The present invention will be described in detail below in conjunction with the accompanying drawings and embodiments.
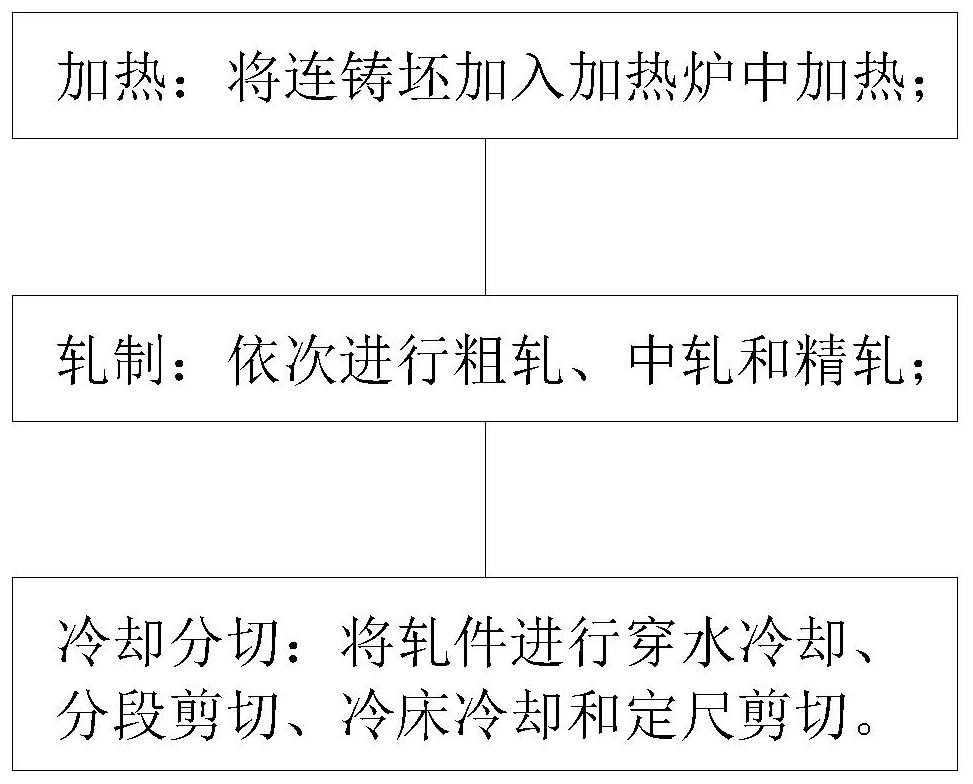
[0041] Such as figure 1 As shown, a kind of processing method of hot-rolled ribbed steel bar of the present invention comprises the following steps:
[0042] Heating: Add the continuous casting slab to the heating furnace for heating. Specifically, the continuous casting slab is screened by length measurement, and the continuous casting slab with a suitable length is selected as a qualified slab and added to the walking beam heating furnace for heating.
[0043] Rolling, the heated continuous casting slab is rolled through the rough rolling, intermediate rolling and finishing rolling processes in turn to obtain the rolled piece; specifically, the rolling is divided into three processes, and the heated continuous casting slab is first rolled in the rough rolling Rough rolling is carried out in 6 passes in the rolling mill. After the rough rolling is c...
PUM
| Property | Measurement | Unit |
|---|---|---|
| radius | aaaaa | aaaaa |
| radius | aaaaa | aaaaa |
| radius | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More