Semi-automatic die cutting production line for silicone tubes
A semi-automatic mold and production line technology, applied in the direction of metal processing, etc., can solve the problems of hand injury of workers, easy impact of the second positioning rod, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
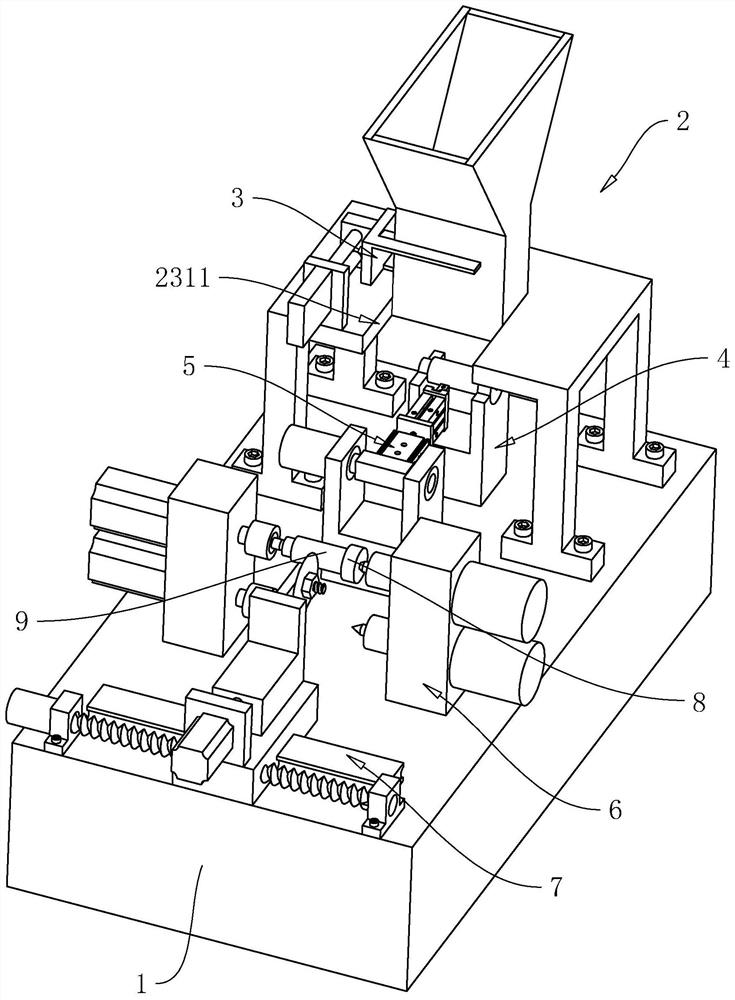
[0046] The following is attached Figure 2-8 This application is described in further detail.
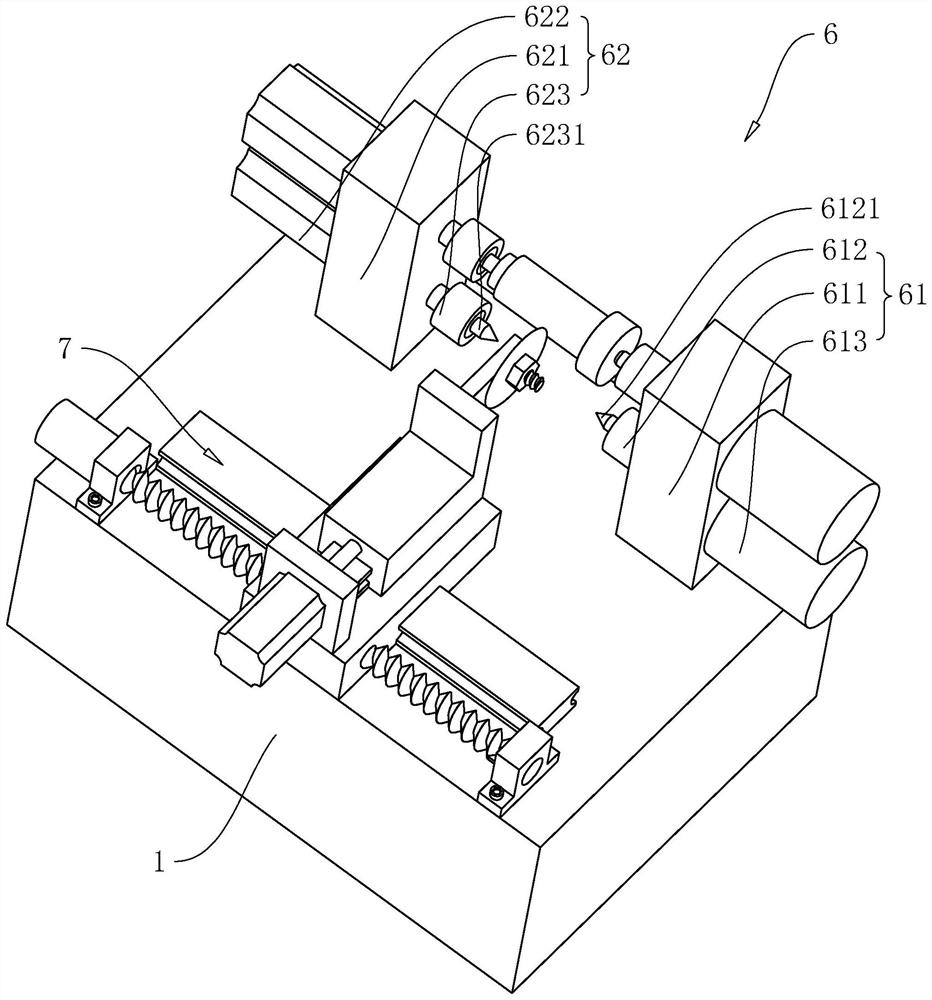
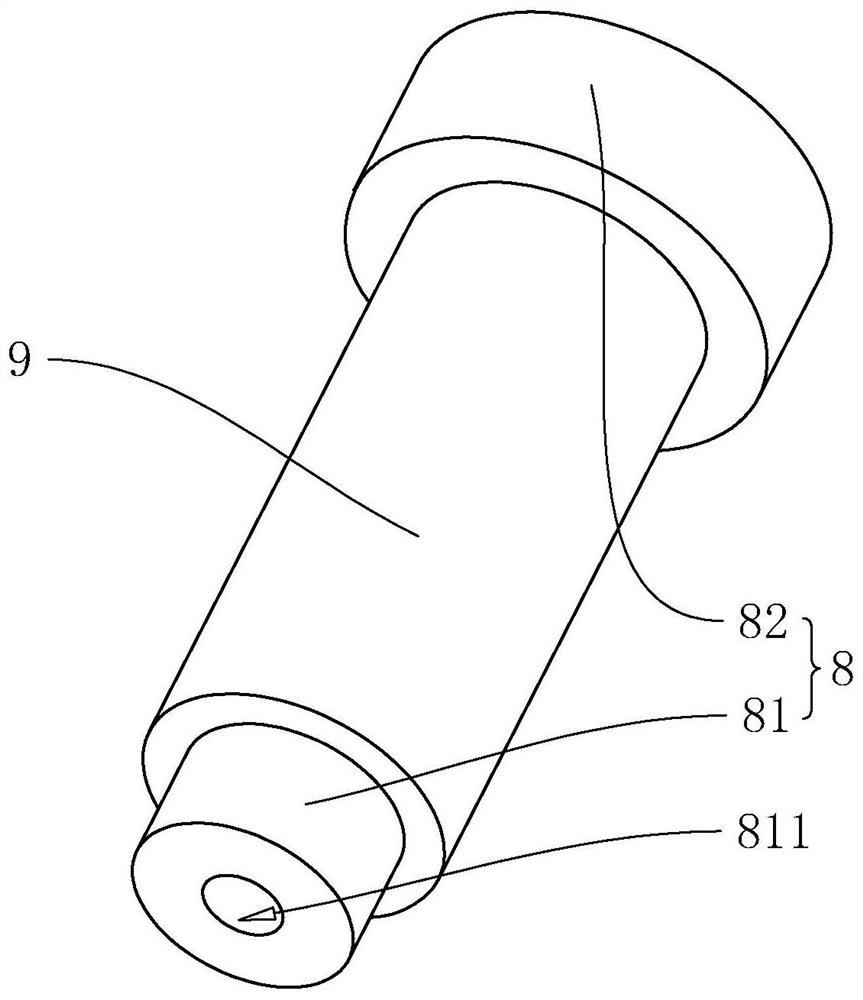
[0047] The embodiment of the present application discloses a semi-automatic die-cutting production line for silicone tubes. refer to figure 2 and image 3 , the silicone tube semi-automatic die-cutting production line includes a workbench 1 and a blanking device 2 installed on the upper surface of the workbench 1, a positioning device 4, a conveying device 5, a clamping device 6 and a cutting device 7, and a cutting device installed on the blanking device 2. Screening device 3. The shape of the workbench 1 is a cuboid. The positioning device 4 , the conveying device 5 , the clamping device 6 and the cutting device 7 are arranged in sequence along the length direction of the workbench 1 . The unloading device 2 is located directly above the positioning device 4 . During the production process, the staff places several jigs 8 covered with silicone tubes 9 in the unloading device ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More