

Differential-thickness rolling method for medium-thickness plate
A technology for steel plates and flat plates, applied in the field of medium and heavy plate production in the metallurgical industry, can solve problems such as uneven deformation and insufficient compression ratio, reduce rolling passes, increase reduction rate, and promote deformation to penetrate into the core of the rolled piece. Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0013] Below in conjunction with accompanying drawing, the present invention will be further described by examples.
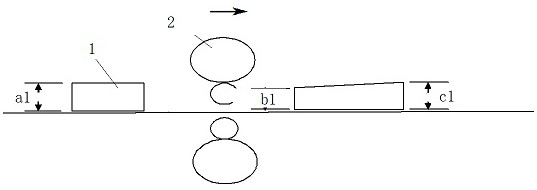
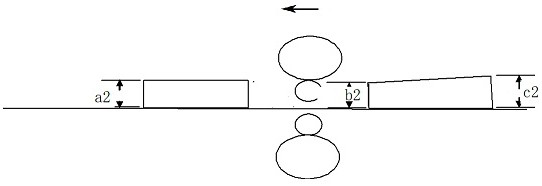
[0014] Refer to attached Figure 1-2 A differential thickness rolling method for medium and heavy plates, the number of passes of differential rolling is an even number, the first pass of differential rolling adopts the method of gradually increasing the reduction ratio, and the first pass of differential rolling is rolled out The thickness of the steel plate is different in the length direction, and the upper surface has a certain slope. The thinner end bites into the second pass of differential thickness rolling. The second pass of differential thickness rolling also adopts the method of gradually increasing the reduction rate. , the steel plate with a certain slope on the upper surface is rolled into a flat plate with the same thickness in the longitudinal direction, and so on, until the last pass of differential thickness rolling.
[0015] In this embodime...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More