

A process parameter optimization method for laser selective melting of high-entropy alloys
A technology of laser selective melting and process parameter optimization, applied in the field of alloy materials, it can solve the problems of inability to process optimization, inability to describe the instantaneous molten pool state, without considering the instantaneous molten pool energy density, etc., and achieve the effect of accurate optimization results.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0040] The printing powder is FeCoCrNi and other atomic concentration powder with a particle size of 15-48 microns. A 316L plate was used as the SLM substrate with a size of 250mm×250mm×15mm, and the oil and dirt on the surface were cleaned with acetone and alcohol respectively. Sandblast the surface with a sandblaster.
[0041] The AM-400 laser 3D printing equipment produced by Renishaw Company was used for printing, and a block with a size of 5mm×5mm×5mm was constructed in the software Renishaw-QuantAM that comes with the Renishaw equipment. The layer thickness is 40 microns, and the interlayer rotation angle is 67° to release residual stress. Before printing, the printing chamber is evacuated, the oxygen content is less than 500 ppm, and argon gas is used for protection. After printing, the specimen is cooled with the chamber for 2 hours.
[0042] In this experimental example, three main process parameters of power, exposure time, and line-to-point distance are used for pr...
Embodiment 1
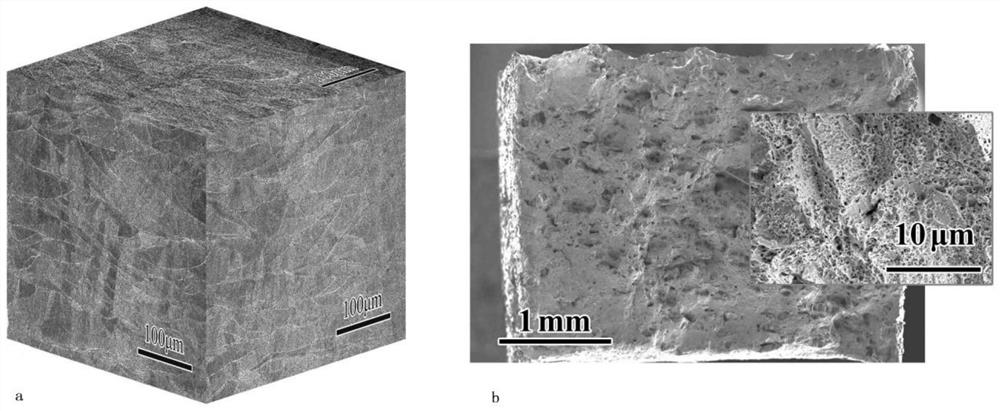
[0053] The optical microscope photo of the sample printed by laser selective melting with the optimized process parameters of Example 1 is shown in figure 1 a, Scanning electron microscope morphology of tensile fracture figure 1 b.
[0054] The energy density can be calculated by the following formula: VED=PT / H 2 L
[0055] VED is energy density J / mm 3 , L is the layer thickness of 40 μm, and the following comparative examples select the parameter combination with the same energy density as the optimized process combination.
Embodiment 2
[0081] The printing powder is FeCoCrNiMn and other atomic concentration powder with a particle size of 15-48 microns. A 316L plate was used as the SLM substrate with a size of 250mm×250mm×15mm, and the oil and dirt on the surface were cleaned with acetone and alcohol respectively. Sandblast the surface with a sandblaster.
[0082] The AM-400 laser 3D printing equipment produced by Renishaw Company was used for printing, and a block with a size of 5mm×5mm×5mm was constructed in the software Renishaw-QuantAM that comes with the Renishaw equipment. The layer thickness is 40 microns, and the interlayer rotation angle is 67° to release residual stress. Before printing, the printing chamber is evacuated, the oxygen content is less than 500 ppm, and argon gas is used for protection. After printing, the specimen is cooled with the chamber for 2 hours.
PUM
| Property | Measurement | Unit |
|---|---|---|
| density | aaaaa | aaaaa |
| density | aaaaa | aaaaa |
| density | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More