Forming method of cover for spaceflight
A cover and spin forming technology, applied in the direction of weight reduction, can solve the problems of poor product quality consistency, unspecified height, and long time consumption.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0039] The main technical scheme of a kind of aerospace cover forming method is as follows:
[0040] 1. Forming preparation
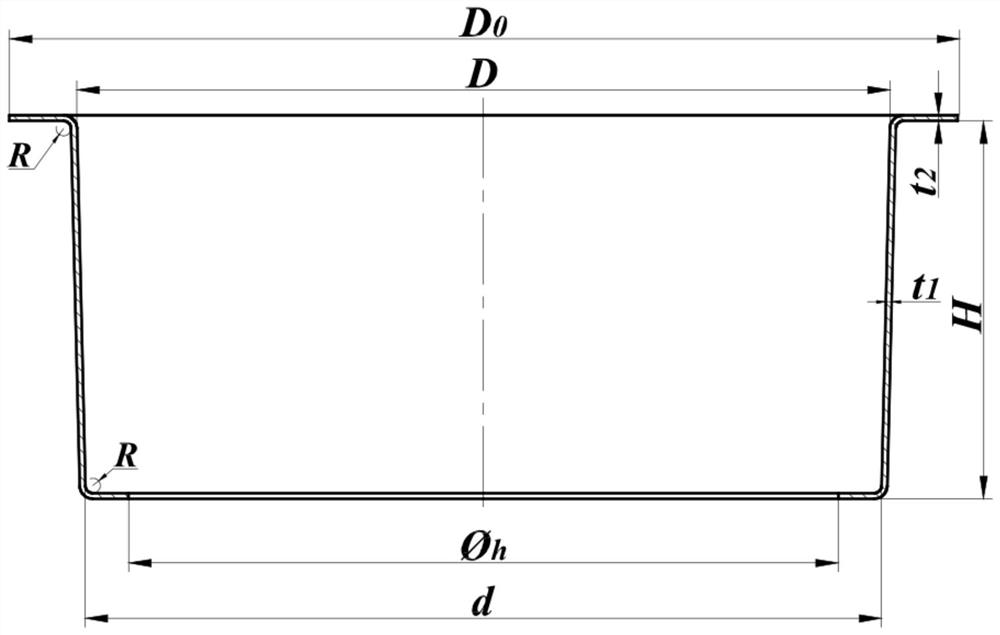
[0041] 1.1 According to the product drawing, the size of the spinning blank is estimated by the following formula
[0042]
[0043] where t 1 is the actual average thickness of the straight wall after spinning, 1.2 for 1.5mm nominal thickness aluminum plate, 0.9 for 1.2mm nominal thickness aluminum plate;
[0044] t 2 It is the actual average thickness value of the flange after spinning, 1.5 is used for the nominal thickness aluminum plate of 1.5mm, and 1.2 is taken for the nominal thickness of the aluminum plate of 1.2mm;
[0045] δ is the actual thickness value of the billet;
[0046] H is the height of the part;
[0047] d is the diameter of the bottom of the part;
[0048] D is the diameter of the mouth of the part;
[0049] D. 0 is the flange diameter of the part;
[0050] as shown.
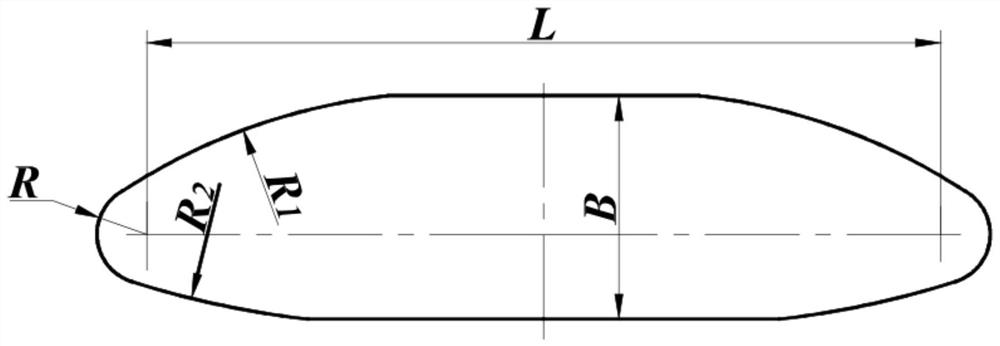
[0051] 1.2 Select the radius R of the rotary whee...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More