

Manufacturing method of coiled pipe heat exchanger core
A manufacturing method and serpentine tube technology, applied in the direction of manufacturing tools, metal processing equipment, welding equipment, etc., can solve the problems of easy deformation of the partition, high difficulty of assembly, and increased difficulty of assembly, so as to control the deformation of the partition and reduce the assembly cost. effect of difficulty
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0039] The present invention will be described in further detail below in conjunction with the accompanying drawings, which are explanations rather than limitations of the present invention.
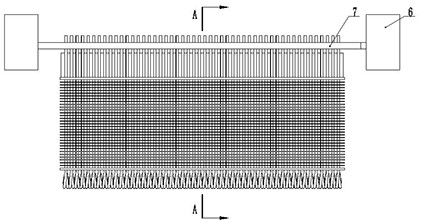
[0040] see Figure 4~Figure 6 , a method for manufacturing a serpentine tube heat exchanger core, comprising the following steps:
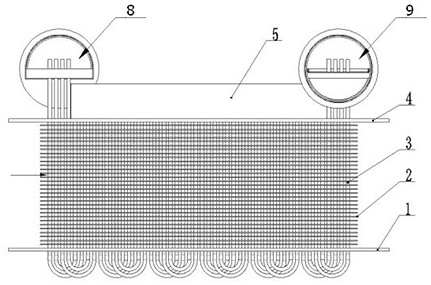
[0041] (1) Separately process serpentine tube 3, lower plate 1, upper plate 4, cover plate 5, oil collecting plate 7 and multiple partitions 2, lower plate 1, upper plate 4, partition 2, and upper oil collecting plate 7 Both are provided with through holes matching the outer diameter of the serpentine tube 2; lap joints 6 are processed on the upper plate 4 and the cover plate 5, so that the upper plate 4 and the cover plate 5 can be overlapped and assembled;
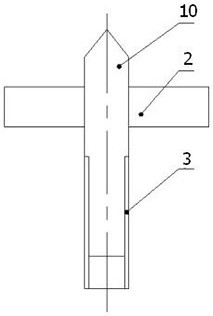
[0042] (2) After cleaning the upper plate 4, cover plate 5, partition plate 2, oil collecting plate 7 and lower plate 1, insert an assembly tool 10 with a guide cone into the upper opening of each ser...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Diameter | aaaaa | aaaaa |
| Brushing thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More