

Control method for dynamic falling of loop of hot continuous rolling mill
A technology of hot tandem rolling mill and control method, applied in the direction of tension/pressure control, etc., can solve the problems of the negative impact of stable rolling of the rear stand, the inability to form an effective transition at the tail of the strip, and the damage of the looper roll surface, so as to reduce the Maintenance repair and spare parts costs, avoidance of scratch defects on the lower surface, the effect of prolonging the service life
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
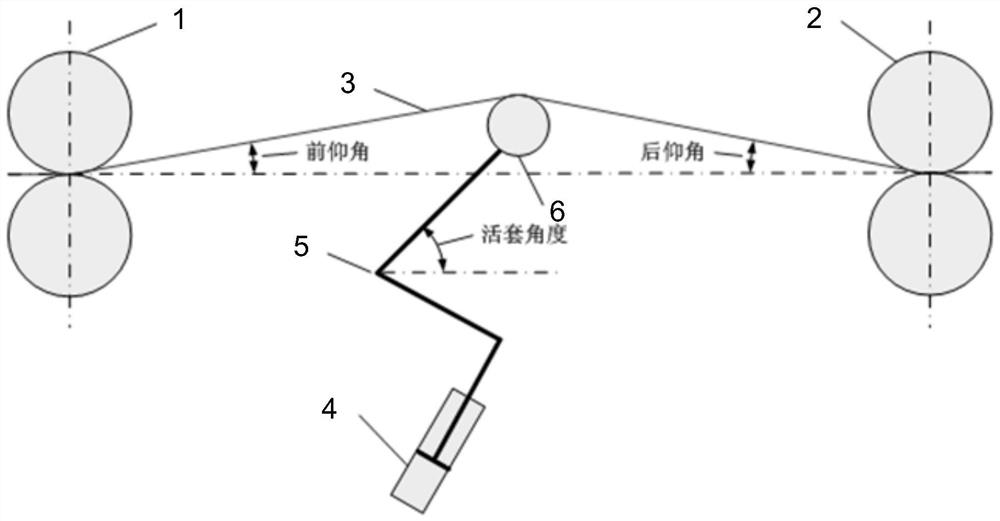
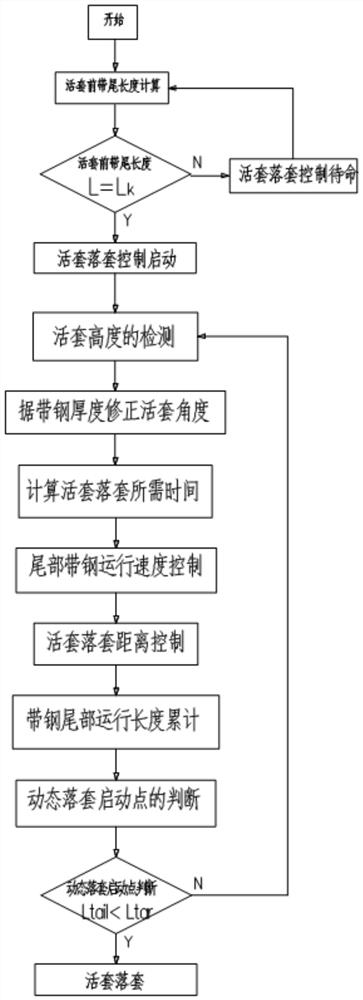
[0099] When the rolling is close to the tail of the strip, the distance traveled by the tail is judged, that is, the distance L traveled by the tail of the strip tail tar , where (L tail : the distance traveled by the tail of the strip; L tar : the walking distance of the strip during the looper falling) the looper enters the original falling control; carry out the small looper control, the small looper angle of the three hot rolling is set to 14 degrees, the following table 2 is that the looper carries out the small looper Timing of looper control.
[0100] Table 2
[0101]
[0102] L=Lk (the length of the tail before the finishing rolling loop, where: k is the looper from F1 to F6)
[0103] The 2# looper control data was sampled. This group of data reflects the action of the looper under normal circumstances, and the control is relatively good. L2 sets the angle to 20 degrees, and sets the tension to 5.6MPa. The angle and tension of the looper are relatively normal ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More