Continuous casting ladle bottom argon blowing control method for smelting heavy rail steel
A control method, the technology of bottom argon blowing, is applied in the field of steelmaking and continuous casting, which can solve the problems of difficult operation, high requirements for ladles, and high equipment investment costs, and achieve the effects of simple control, broad application prospects, and stable effects
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
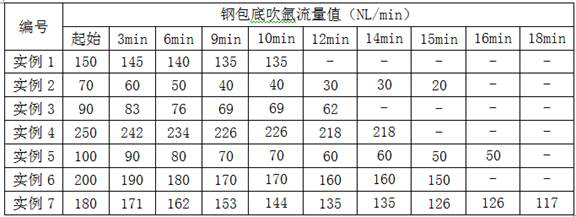
[0023] The smelted steel is U71MnG heavy rail steel. The weight of the molten steel after the converter furnace is 142t. After the high vacuum treatment of the molten steel, the flow rate of the argon blowing at the bottom of the ladle is increased after the RH is broken, and the bottom blowing of the ladle is recorded when the slag on the molten steel surface in the ladle breaks The maximum argon gas flow rate is 150NL / min, and then the ladle is transferred to the continuous casting ladle rotary table to be poured at the pouring position; when the previous furnace of molten steel is poured, turn the ladle rotary table to turn the ladle to the steel pouring position, and the ladle Before pouring, the flow rate of argon blowing is controlled to 150NL / min. After observing that the liquid level of the ladle does not fluctuate, cover the ladle, and the ladle begins to pour steel. The speed of ladle pouring steel is 2.63t / min. According to the ladle pouring time, every interval is 3m...
Embodiment 2
[0026] The smelted steel is U71MnG heavy rail steel. The weight of the molten steel after the converter furnace is 140t. After the high vacuum treatment of the molten steel, the flow rate of the argon blowing at the bottom of the ladle is increased after the RH is broken, and the bottom blowing of the ladle is recorded when the slag on the molten steel surface in the ladle breaks The maximum argon gas flow rate is 70NL / min, and then the ladle is transferred to the continuous casting ladle rotary table to be poured. Before pouring, the flow rate of argon blowing is controlled to 70NL / min. After observing that the liquid level of the ladle does not fluctuate, cover the ladle, and the ladle begins to pour steel. The speed of ladle pouring steel is 2.92t / min. Reduce the flow rate of argon blowing once by 10NL / min. The specific flow control of argon gas is shown in Table 1 below. After blowing argon for 15 minutes, close the flow valve of argon gas blowing at the bottom of the ladle...
Embodiment 3
[0029] The smelted steel type is U71MnG heavy rail steel. The weight of the molten steel after the converter is 145t. After the high vacuum treatment of the molten steel, the flow rate of the argon blowing at the bottom of the ladle is increased after the RH is broken, and the bottom blowing of the ladle is recorded when the slag on the molten steel surface in the ladle breaks The maximum argon gas flow rate is 90NL / min, and then the ladle is transferred to the continuous casting ladle rotary table to be poured. Before pouring, control the argon blowing flow rate to 90NL / min. After observing that the liquid level of the ladle does not fluctuate, cover the ladle, and the ladle begins to pour steel. The ladle pouring speed is 2.75t / min. According to the ladle pouring time, every interval is 3min Reduce the flow rate of argon blowing once by 7NL / min. The specific argon flow control is shown in Table 1 below. After blowing argon for 12 minutes, close the flow valve of argon blowing...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com