

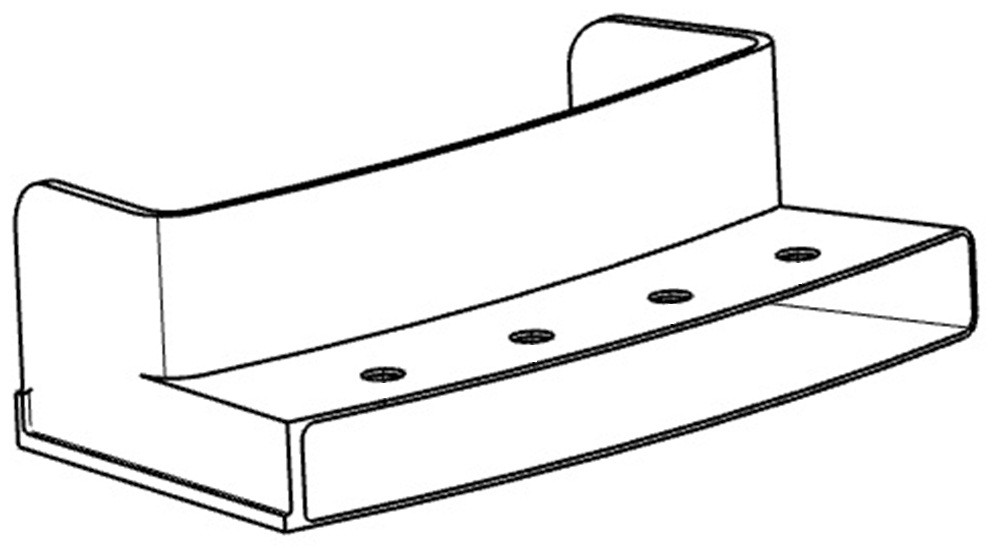
Preparation method of gh5188 engine heat shield by laser selective melting technology
A GH5188, laser selective melting technology, applied in the direction of additive manufacturing, process efficiency improvement, additive processing, etc., can solve the problems of complex and lightweight structure of heat shield parts, long processing procedures, high scrap rate, and achieve internal Defect problems, avoiding weld cracking, reducing the effect of the number of welds
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0026] The method of preparing the GH5188 engine heat shield by laser selective melting technology is implemented according to the following steps:
[0027] Step 1, model processing: Use UG software and Magics software to add margins, select placement methods, add supports, and slice according to the thickness of 0.03mm on the 3D model of the heat shield parts. During the slices, set the heat shield parts separately After the laser power, scanning speed, scanning mode, scanning distance, powder layer thickness, and spot compensation of the entity, the outer contour of the heat shield part and the support, output the .Stl format file and process parameter file, and wait for input into the laser selective melting forming equipment;
[0028] In step 1, the heat shield parts are placed at an angle of 45° with the substrate to ensure the final forming accuracy of the heat shield parts and facilitate the removal of supports. Add 1mm of grinding and machining allowance; use Magics so...
Embodiment 2
[0046] The method of preparing the GH5188 engine heat shield by laser selective melting technology is implemented according to the following steps:
[0047] Step 1, model processing: Use UG software and Magics software to add margin, select placement mode, add support, and slice according to the thickness of 0.04mm on the 3D model of heat shield parts. During the slice, set the heat shield parts respectively After the laser power, scanning speed, scanning mode, scanning distance, powder layer thickness, and spot compensation of the entity, the outer contour of the heat shield part and the support, output the .Stl format file and process parameter file, and wait for input into the laser selective melting forming equipment;
[0048] In step 1, the heat shield parts are placed at an angle of 45° with the substrate to ensure the final forming accuracy of the heat shield parts and facilitate the removal of supports. Add 1.5mm of grinding and machining allowance; use Magics software...
Embodiment 3
[0066] The method of preparing the GH5188 engine heat shield by laser selective melting technology is implemented according to the following steps:
[0067] Step 1, model processing: Use UG software and Magics software to add allowances, select placement methods, add supports, and slice according to the thickness of 0.05mm on the 3D model of the heat shield parts. During the slices, set the heat shield parts separately After the laser power, scanning speed, scanning mode, scanning distance, powder layer thickness, and spot compensation of the entity, the outer contour of the heat shield part and the support, output the .Stl format file and process parameter file, and wait for input into the laser selective melting forming equipment;
[0068] In step 1, the heat shield parts are placed at an angle of 45° with the substrate to ensure the final forming accuracy of the heat shield parts and facilitate the removal of supports. Add 2mm of grinding and machine allowance; use Magics s...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More