

Blade circumferential arc hammer foot type tenon machining device and machining method thereof
A processing device and blade technology, which is applied to metal processing equipment, manufacturing tools, details of milling machine equipment, etc., can solve the problems of large deformation of the knife, high precision requirements for the height deviation of the two shoulders, and low processing efficiency, so as to meet the processing efficiency. and dimensional accuracy, solving poor surface quality, and improving the quality of finished products
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0046] The present invention also provides a method for processing blade circumferential arc hammer foot type tenons, which includes the following steps:
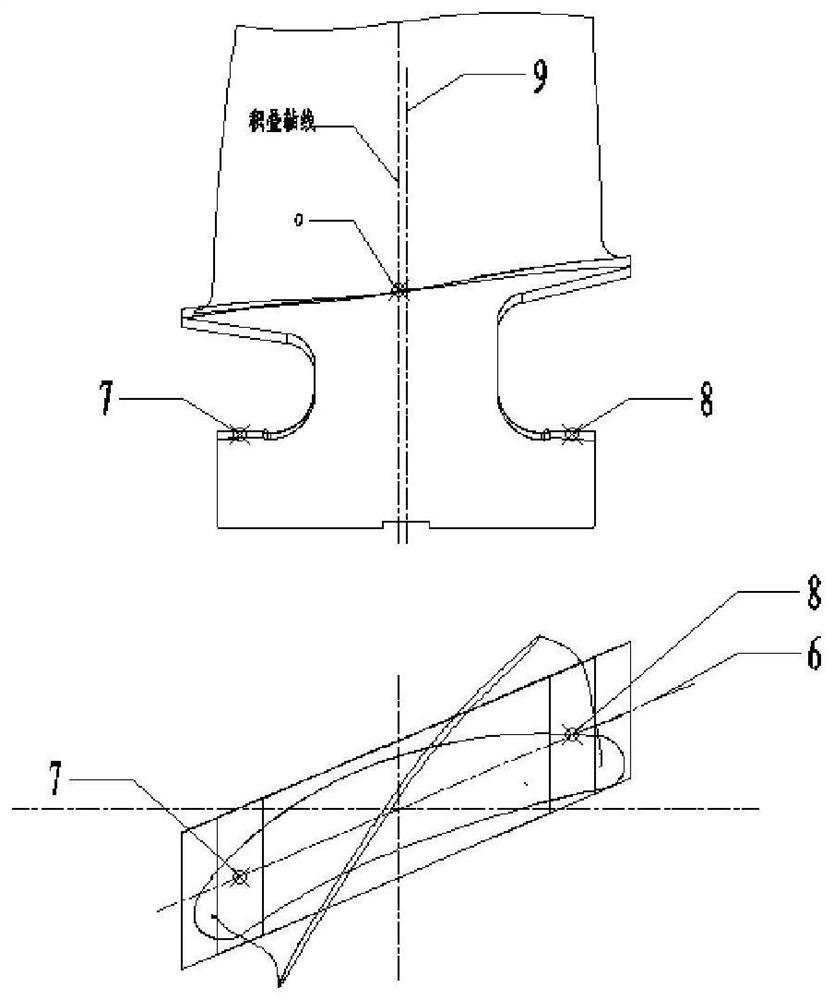
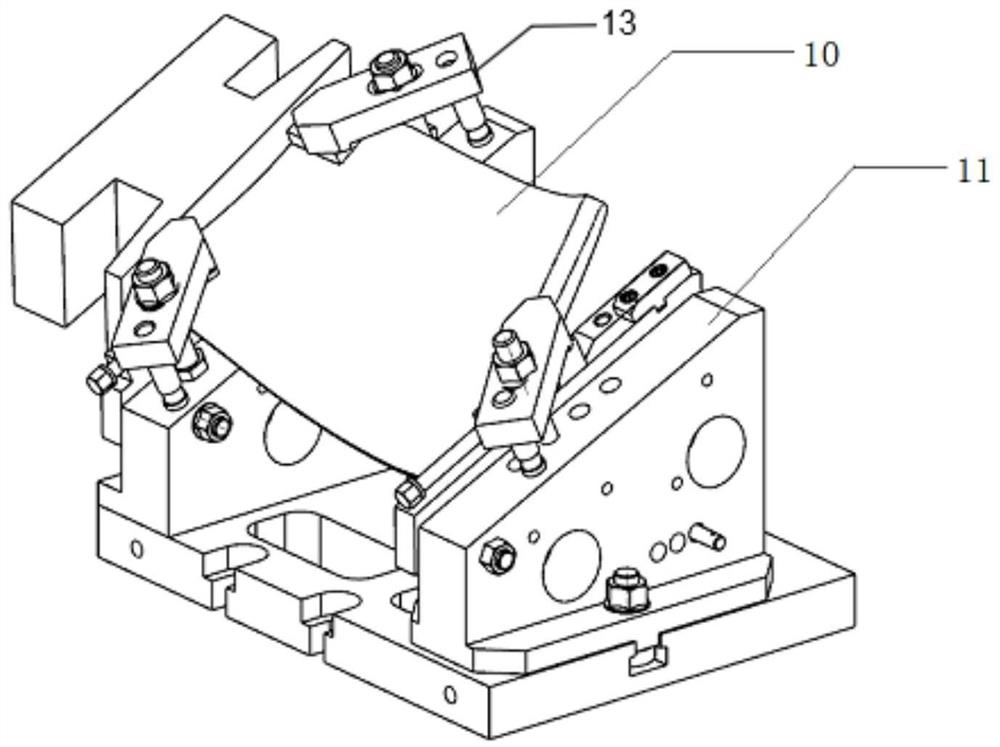
[0047] S1: Clamp the blade blank 10 with the blade body and blade tip process platform through the first positioning seat 11-3 and the second positioning seat 11-4. After clamping, the front and rear end faces of the tenon are parallel to the plumb direction, and the back of the basin is inclined. On the horizontal plane; the inclination angle of the first positioning seat 11-3 and the second positioning seat 11-4 is 23°;
[0048] S2: Use a round blade universal milling cutter for rough machining, scan and mill the bottom surface and surroundings of the tenon, leaving a margin of 0.5-0.7mm;
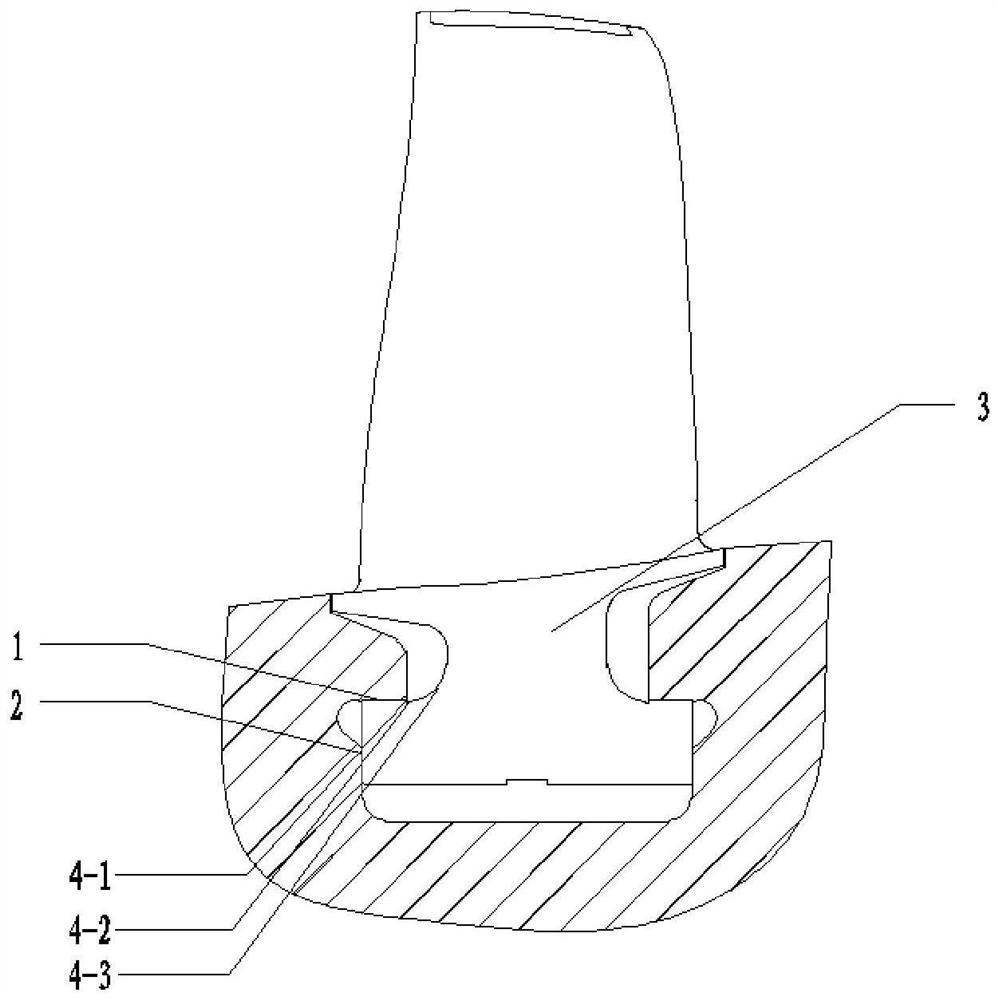
[0049] S3: Use a helical toothed cylindrical milling cutter to mill the radial plane 3 on the back of the mortise basin. During milling, the tool passes along the oblique line to process the side surface. The machine speed is 200-300r / ...
Embodiment 2
[0054] The present invention also provides a method for processing blade circumferential arc hammer foot type tenons, which includes the following steps:
[0055] S1: Clamp the blade blank 10 with the blade body and blade tip process platform through the first positioning seat 11-3 and the second positioning seat 11-4. After clamping, the front and rear end faces of the tenon are parallel to the plumb direction, and the back of the basin is inclined. On the horizontal plane; the inclination angle of the first positioning seat 11-3 and the second positioning seat 11-4 is 25°;
[0056] S2: Use a round blade universal milling cutter for rough machining, scan and mill the bottom surface and surroundings of the tenon, leaving a margin of 0.5-0.7mm;
[0057] S3: Use a helical toothed cylindrical milling cutter to mill the radial plane 3 on the back of the mortise basin. During milling, the tool passes along the oblique line to process the side surface. The machine speed is 200-300r / ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More