

Method for improving injection molding defects of thermosetting composite material
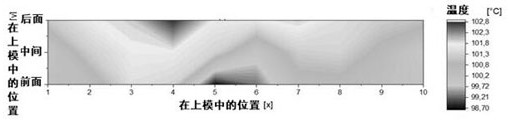
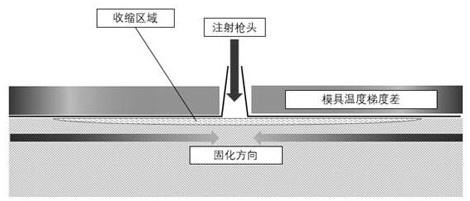
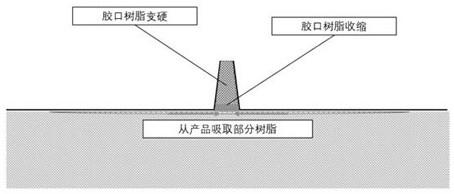
A composite material, injection molding technology, applied in the field of injection molding, can solve problems such as product shrinkage defects, poor mold temperature gradient, low temperature, etc., to improve injection molding defects, improve product molding quality, and improve the effect of apparent quality
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0023] A method to improve the injection molding defects of thermosetting carbon fiber aviation aircraft door side beams, the volume of the required molding mold is 6010cm through 3D model calculation 3 .
[0024] Use Araldite® LY 3585 epoxy resin as component A, and Aradur® 3475 epoxy resin as component B. Mix components A and B in proportion to a mixed density of 1.1g / cm 3 mixed resin, as injection resin.
[0025] According to the product of the resin density and 0.45 times the volume of the molding mold, the total amount of epoxy resin required for debugging is 2975g, and then injected. All 2975g of mixed resin is injected at a flow rate of 50g / s into the molding machine preheated to the molding temperature of 110°C. In the mold, it was cured at a constant temperature for 270s, and the mold was opened. The surface of the obtained thermosetting carbon fiber aircraft door side beam had obvious shrinkage defects.
Embodiment 2
[0027] The difference from Example 1 is that 2800g of mixed resin (accounting for 94.2% of the total mass of the resin) is injected at a flow rate of 50g / s into a molding mold preheated to a molding temperature of 110°C, treated at a constant temperature for 60s, and then secondly injected , that is, 175g of mixed resin is continuously injected into the molding mold at a flow rate of 50g / s, and continues to cure for 270s. After curing and molding, the mold is opened. The shrinkage defect of the injection port area of the obtained thermosetting carbon fiber aircraft door side beam is improved compared with one-time injection molding.
Embodiment 3
[0029] The difference from Example 1 is that 2850g of mixed resin (accounting for 95.8% of the total mass of the resin) is injected at a flow rate of 50g / s into a molding mold preheated to a molding temperature of 110°C, treated at a constant temperature for 60s, and then performed a second injection , is about to continue to inject 125g mixed resin in the molding mold with the flow velocity of 50g / s, continue to solidify 270s, mold is opened after curing and molding, the shrinkage defect of the injection port area of the obtained thermosetting carbon fiber aircraft door side beam still exists, but compares embodiment 2 has improved.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More