

A Compensation Method for Roller's Transverse Position Error
A technology of traversing position and compensation method, which is applied in the direction of metal rolling, metal rolling, metal rolling stand, etc., can solve the problems of no obvious improvement, asymmetric bending force, slow moving speed, etc., and achieve no complicated Calculation process, improvement of product quality, and simple calculation form
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0044] The present invention will be further described below with reference to the accompanying drawings and embodiments.
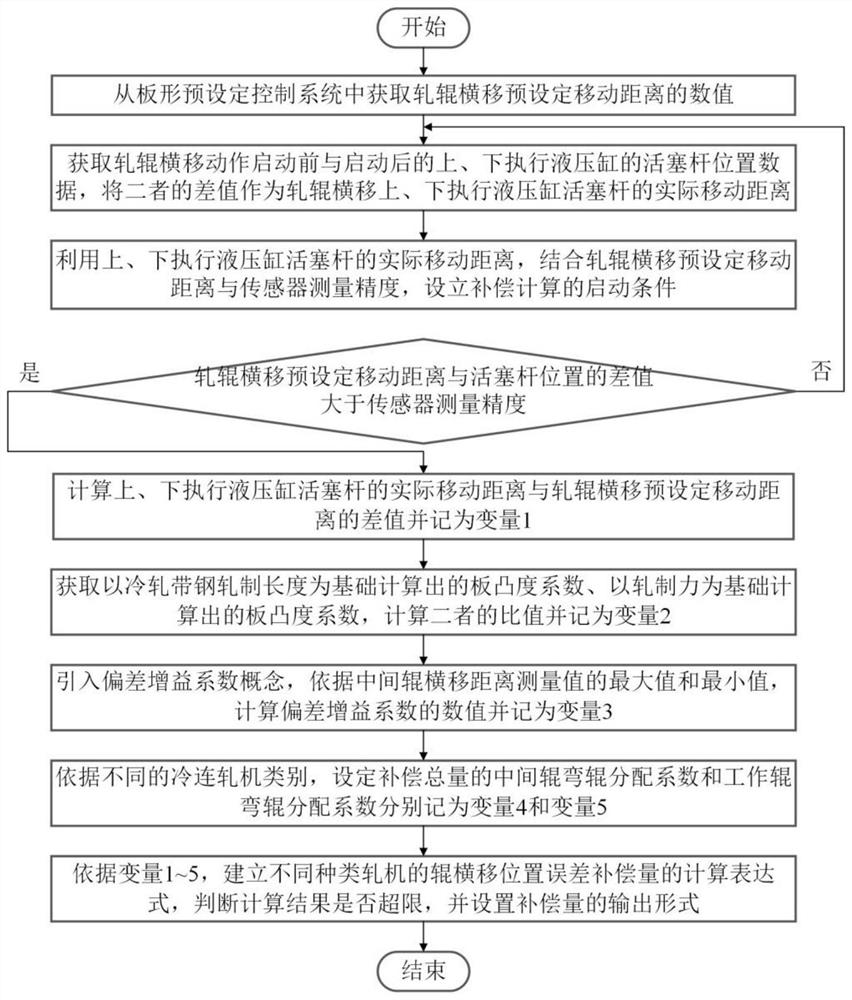
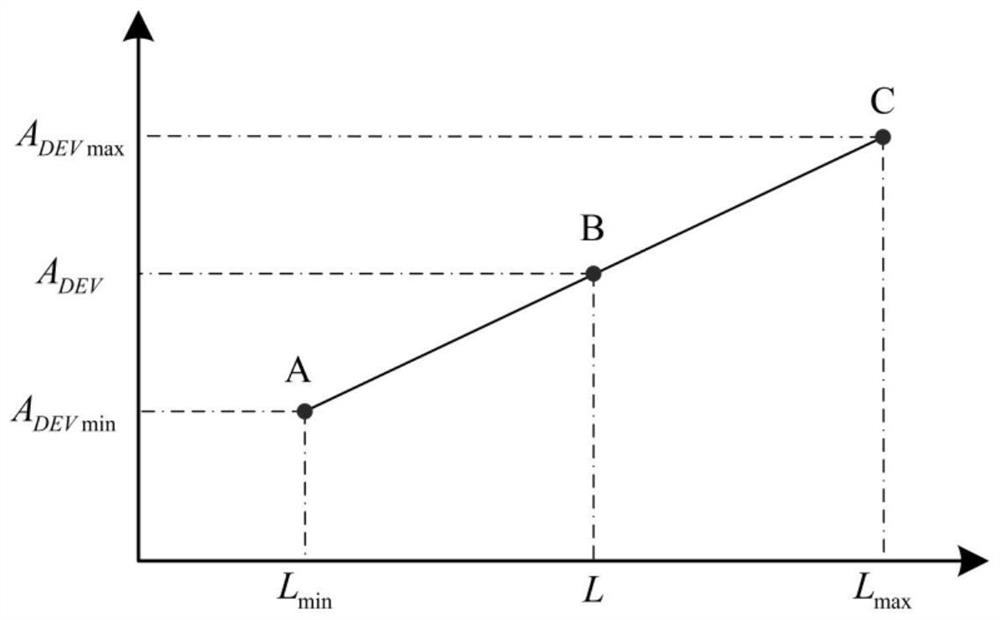
[0045] The core idea of the method of the present invention includes: 1. Obtaining the preset moving distance of the roll traverse movement, and determining the opening condition of the compensation calculation according to the relationship between the position of the piston rod of the hydraulic cylinder for performing the roll traverse movement up and down and the measurement accuracy of the sensor; 2. According to the difference between the preset moving distance of the roll transverse movement and the actual movement distance of the hydraulic cylinder when the roll transverse movement is performed up and down, the plate crown coefficient calculated on the basis of the rolling length of the cold-rolled strip and the rolling force as the basis The calculated plate crown coefficient and deviation gain coefficient determine the calculation expression of t...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More