Automatic transfer method for hydraulic support structural part welding procedure
A technology for hydraulic supports and structural parts, applied in welding equipment, auxiliary welding equipment, welding/cutting auxiliary equipment, etc., to achieve the effect of high positioning accuracy, improving health level and reducing accident risk
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
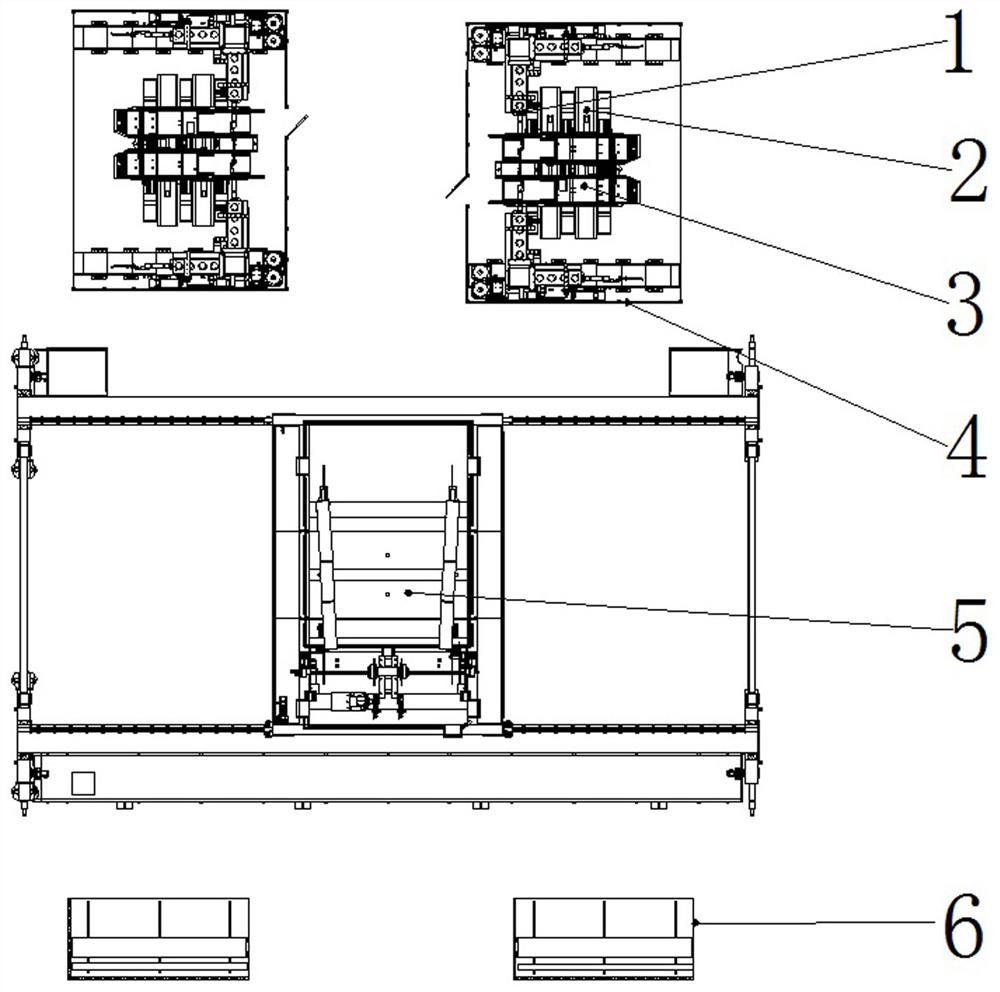
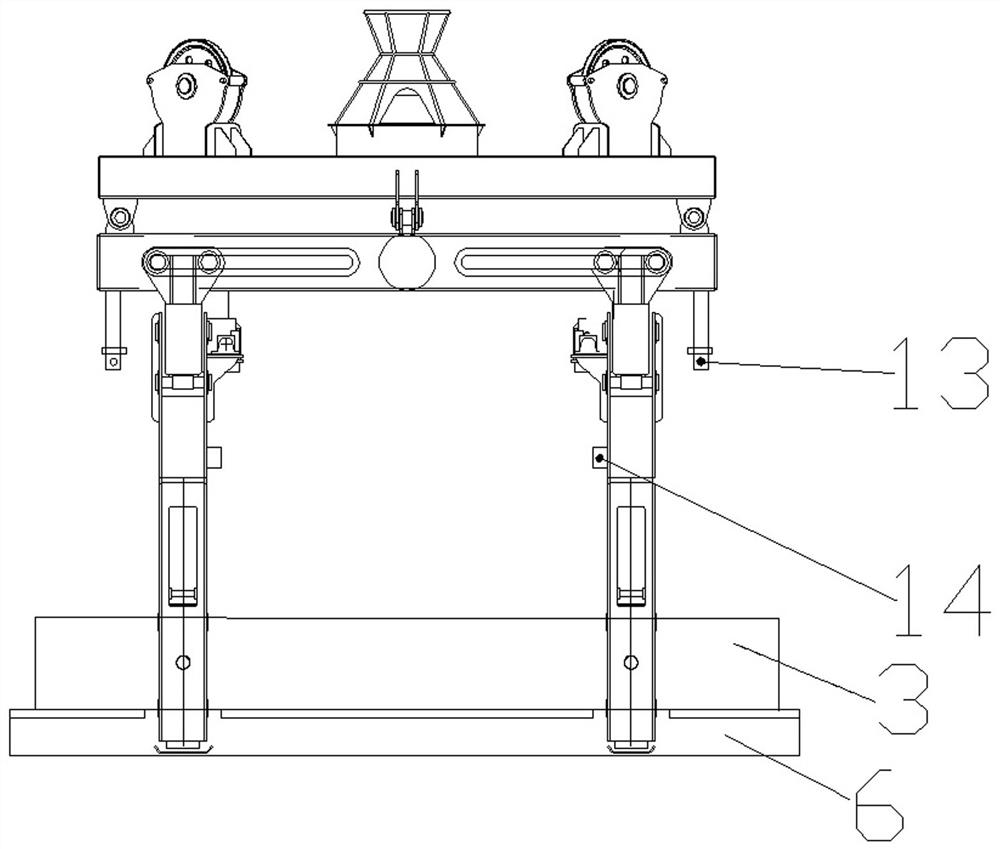
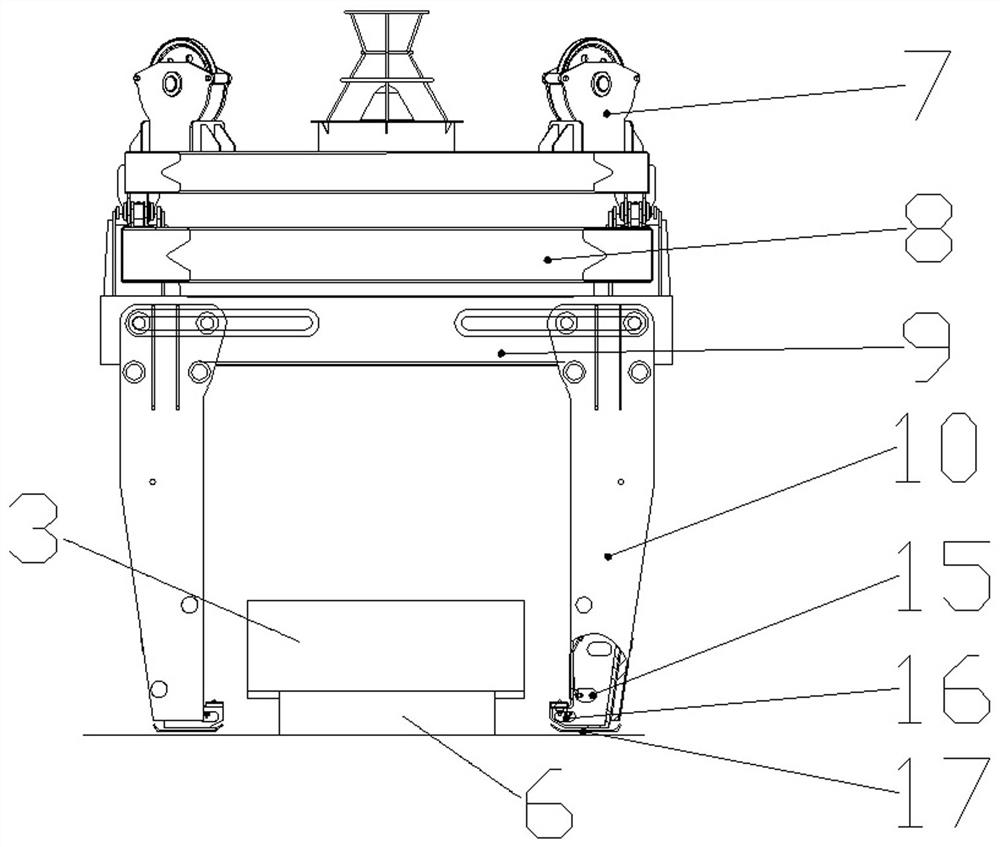
[0037] Embodiment 1: An automatic transfer method for the welding process of hydraulic support structural parts, wherein an automatic crane 5, an interactive workbench 6, a welding positioner 2 and six are arranged on the transfer path of the hydraulic support structural part 3 welding process The joint welding robot 1; specifically comprises the following steps:
[0038] (1) Manually transfer the assembled hydraulic support structure 3 to the interactive workbench 6 to adjust the position of the workpiece. The positioning sensor on the interactive workbench 6 detects whether the position of the workpiece meets the requirements for grasping and positioning, and sends a signal to the automatic crane 5 Workpiece arrival signal.
[0039]The two adjacent sides on the outside of the interactive workbench 6 are respectively provided with bolt plates 21, and are provided with evenly distributed pin holes on the top surface of the bolt plate 21. After the hydraulic support structure 3...
PUM
| Property | Measurement | Unit |
|---|---|---|
| length | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More