

Carburizing heat treatment process for rolling mill bearing part
A bearing and parts technology, which is applied in the field of carburizing heat treatment process of rolling mill bearing parts, can solve the problems of not being able to meet the requirements of high reliability and long life rolling mill bearings.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0040] The present invention can be explained in detail through the following examples, and the purpose of disclosing the present invention is to protect all technical improvements within the scope of the present invention.
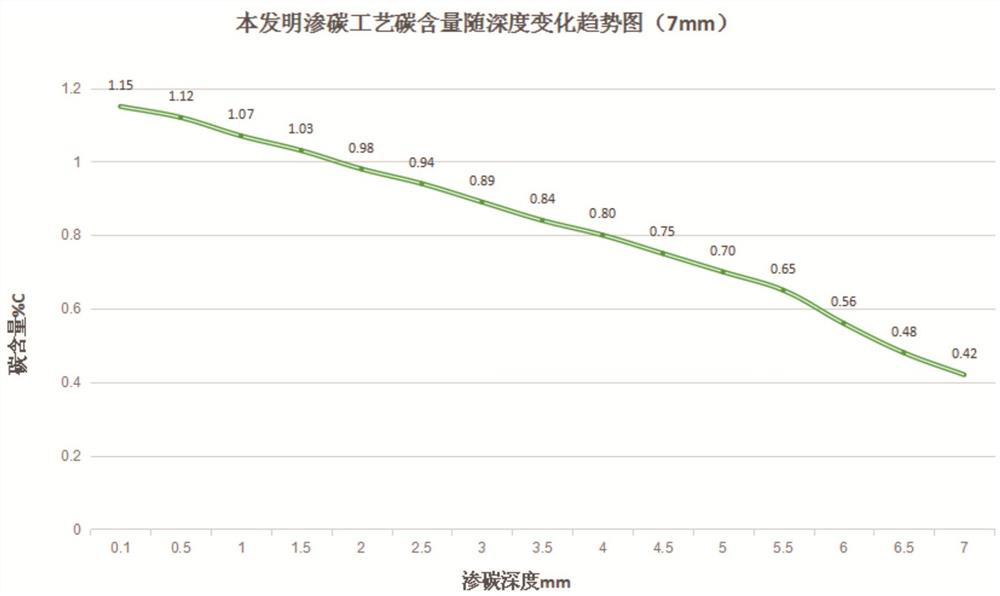
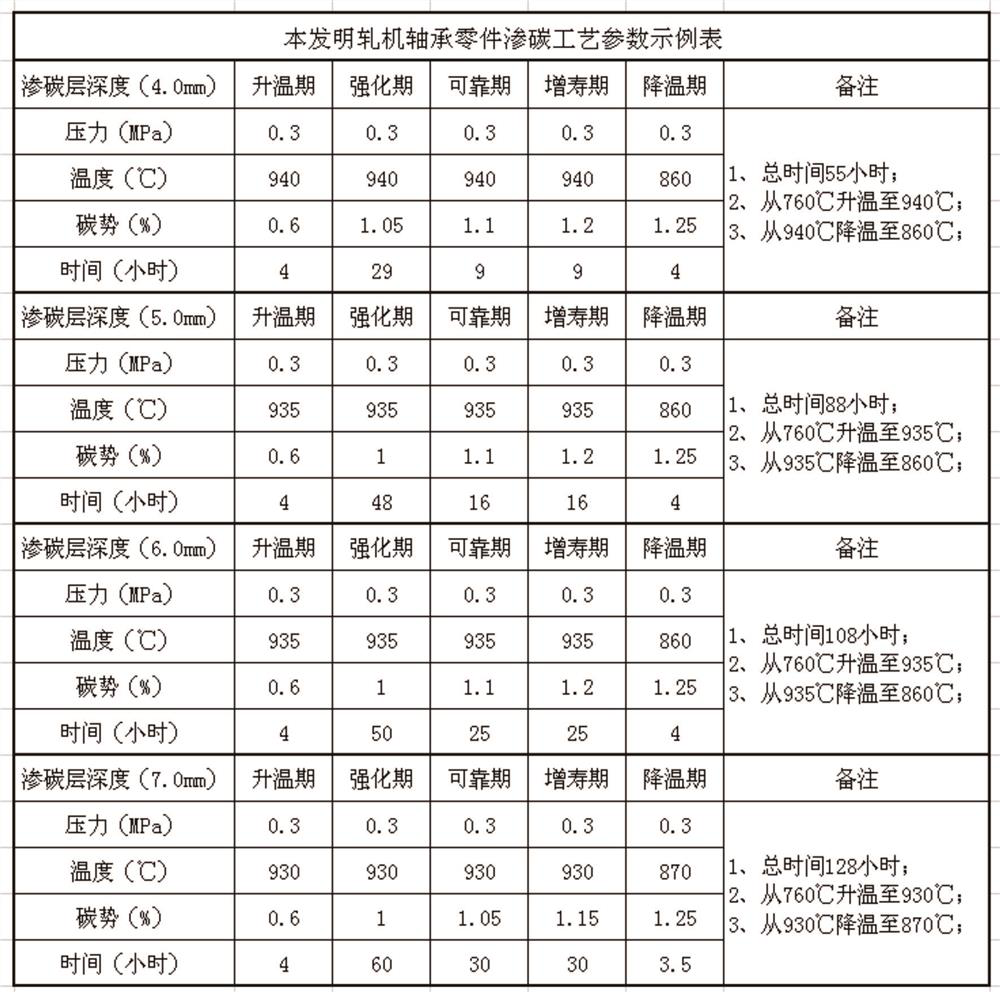
[0041] A carburizing heat treatment process for rolling mill bearing parts. According to the parameter setting of carbon potential in the carburizing process of rolling mill bearing parts, the carburizing process is divided into a heating period, a strengthening period, a reliability period, a life extension period and a protection period; wherein the carbon potential during the heating period is When it is set to 0.6%, the carbon potential settings of the strengthening period, reliable period, life-enhancing period and protection period are all maintained at more than 1.0%, and increase gradually, and the highest carbon potential is not higher than 1.25%;
[0042] The process parameters of heating period, strengthening period, reliability period, life ext...
PUM
| Property | Measurement | Unit |
|---|---|---|
| hardness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More