

T-beam production control method and system
A production control method and production line technology, applied in the direction of comprehensive factory control, electrical program control, comprehensive factory control, etc., can solve the problem of lack of specific conditions to optimize the production period of T-beams, etc., to achieve the shortest construction period arrangement, simplify the algorithm, and improve the accuracy degree of effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image



Examples
Embodiment
[0093] Let: n be the total number of T beams to be processed, Y and Z respectively represent the length and width of the workshop, J is the total number of production lines, and I is the total number of processes.
[0094] It is assumed that the production of T beams in this embodiment has three processes of ABC, the production workshop has four production lines of A, B, C, D, and 7 pieces of T beams to be processed. That is, in this embodiment, the T beam production is divided into three processes, and the three processes are respectively expressed as process A, process B, and process C according to the processing order.
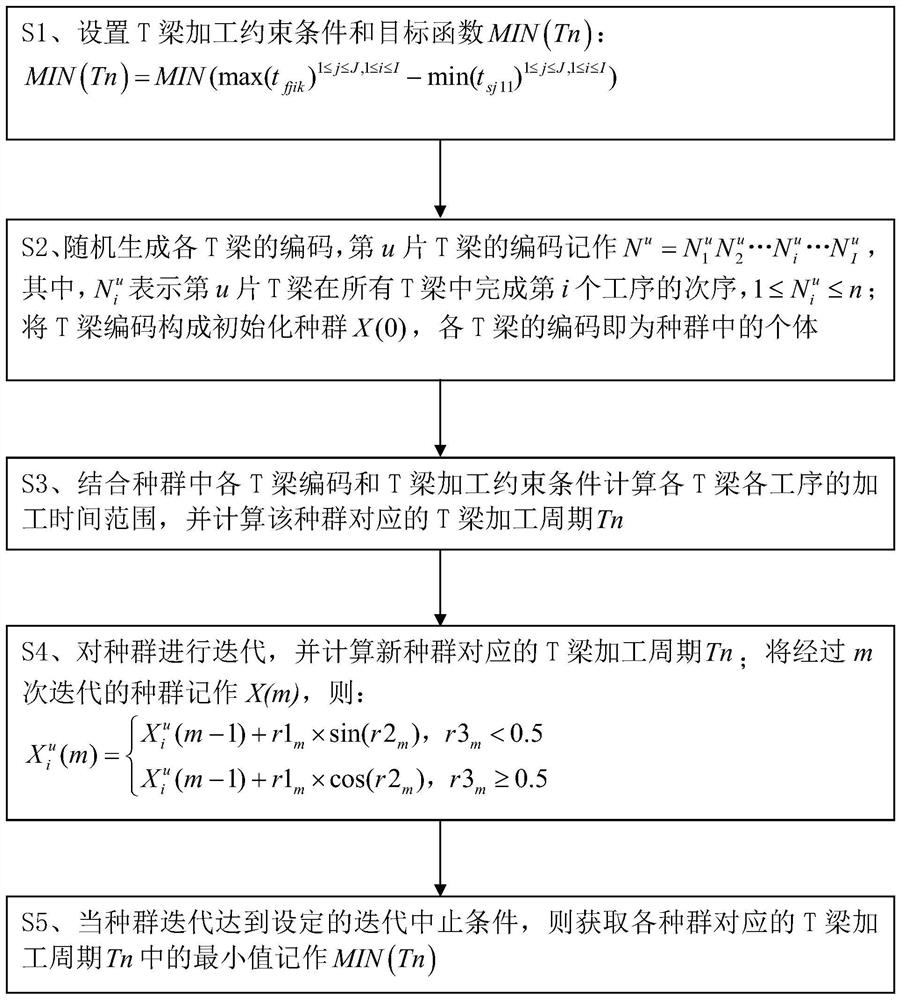
[0095] Step 1: Establish the objective function
[0096] The objective function is:
[0097] MIN(Tn)=min(max(t fjik ) 1≤j≤J,1≤i≤I -min(t sj11 ) 1≤j≤J,1≤i≤I ) (1)
[0098] Among them, n represents the total number of T beams to be processed, J represents the total number of T beam production lines, and I represents the total number of processes on the ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More