

Multiple-head friction welding method
A friction welding, multi-head technology, applied in welding equipment, non-electric welding equipment, household components, etc., can solve the problems of long time, labor and time required for melting, joining and hardening, and improve the production economy and simplicity. Welding, the effect of shortening the processing time
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
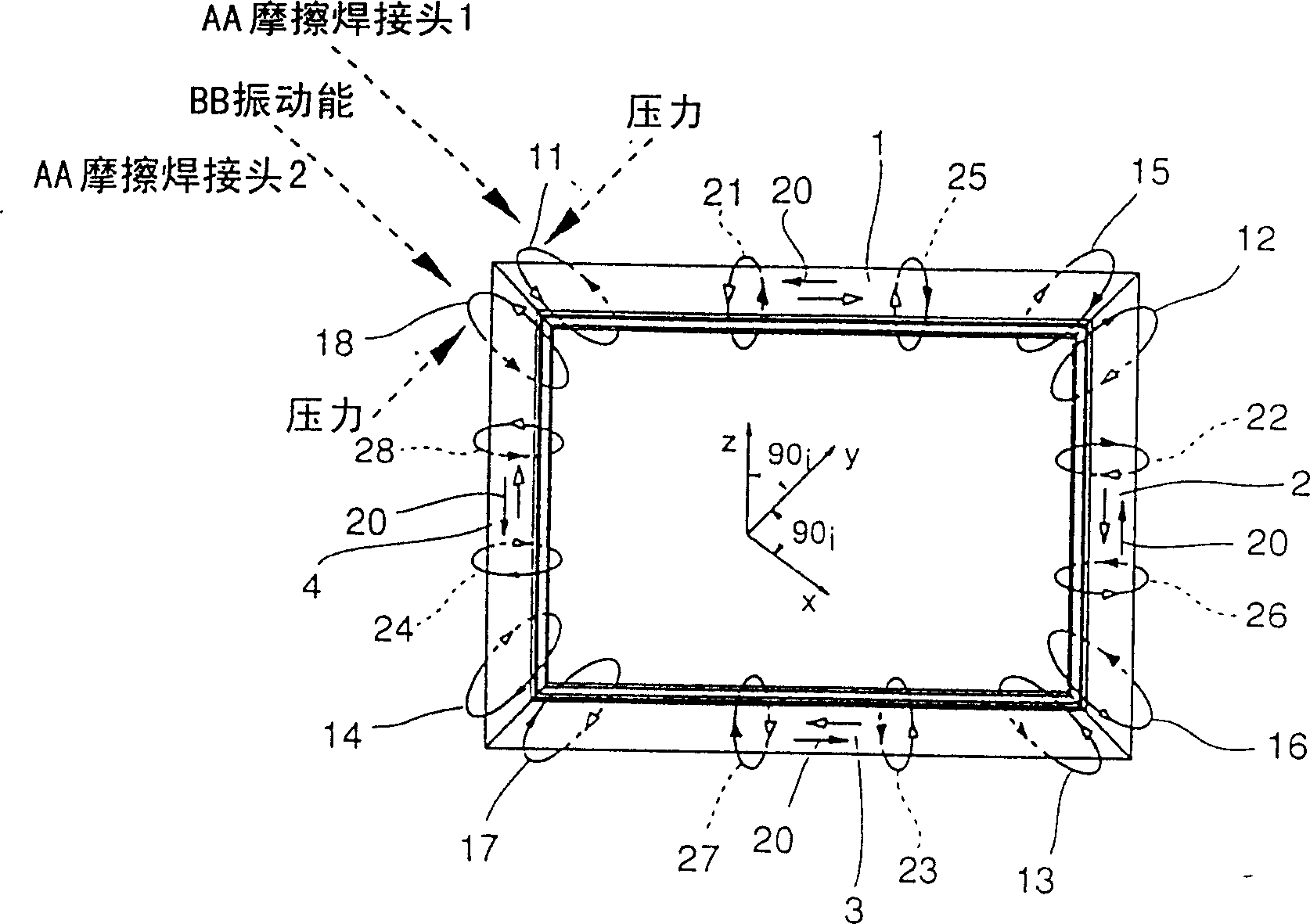
[0027] figure 1 Shows a polygonal frame with four profiled bars 1, 2, 3 and 4, said profiled bars are connected to each other on joint surfaces extending at 45° in the longitudinal direction, and the working principle of the present invention is shown in the figure .
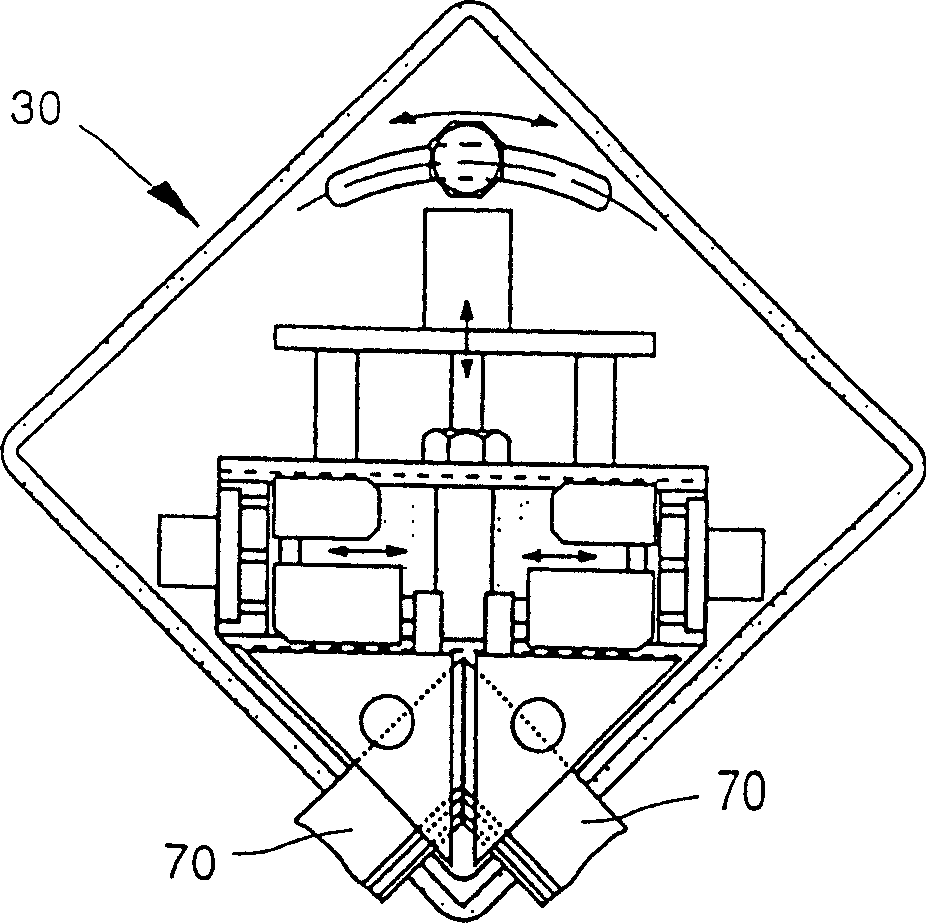
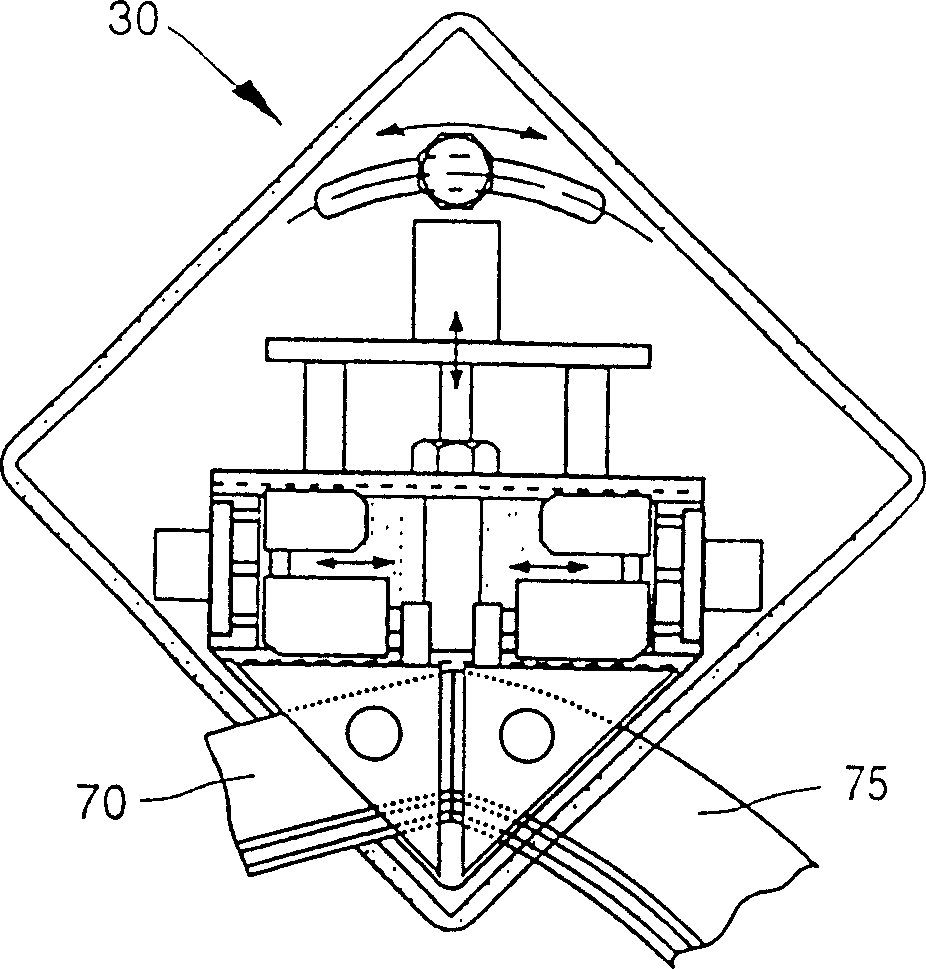
[0028] Vibration energy added to achieve the friction welding joint is applied to the corner sections to be welded by means of a friction welding unit 30 with two friction welding heads 44 exemplified below. For this purpose, each friction welding joint 44 has a clamping unit 64 with which the profiled rod end is fixed and vibration energy is applied to this end. The arrangement of the two friction welding heads 44 in the friction welding unit 30 is such that the joint surfaces on the joint plane are pressed against each other. Utilize the friction welding head 44 to make the special-shaped rods 1, 2, 3 and 4 ends clamped in the clamping unit 64 vibrate on both sides of the joint plane, so that the joint plane...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More