

Tension controlled thread feeding system
a technology of tension control and thread feeding, which is applied in the direction of thin material processing, knitting, textiles and papermaking, etc., can solve the problems of unproductive downtime, high frictional force and tension level variations of threads or fibers, and high cohesive force of threads or fibers, and achieve fast and reliable methods.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Benefits of technology
Problems solved by technology
Method used
Image

Examples
example 1
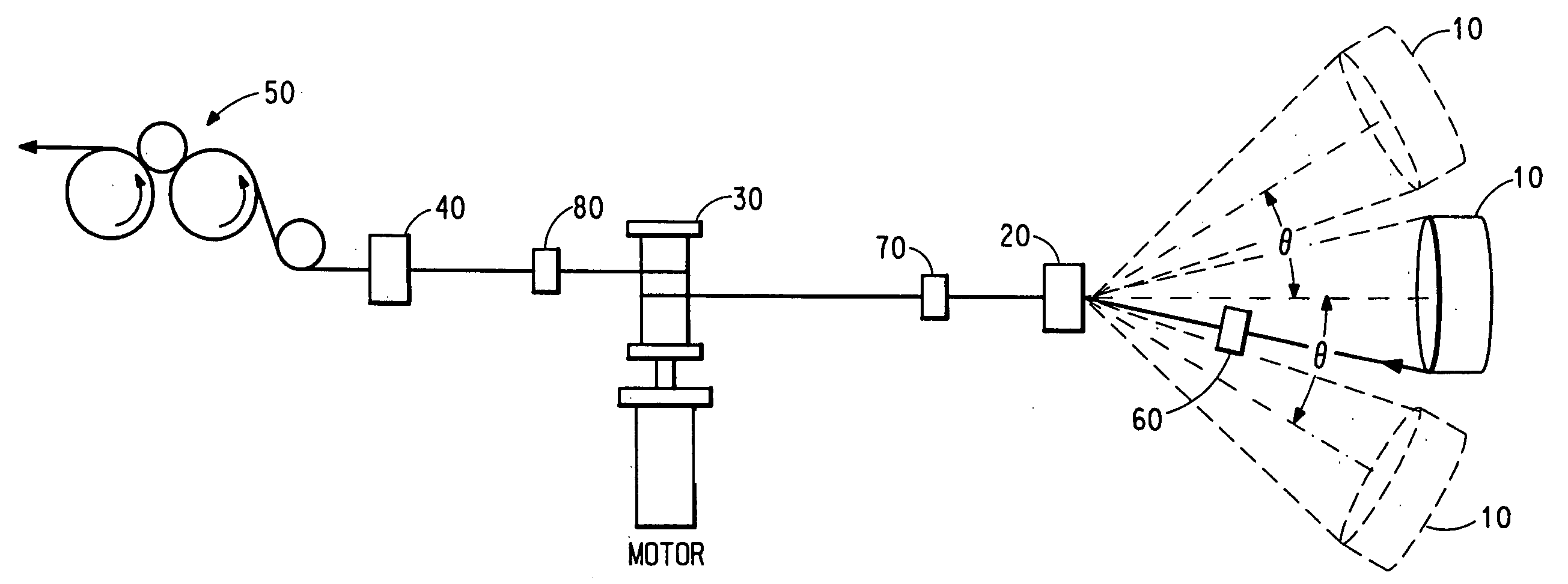
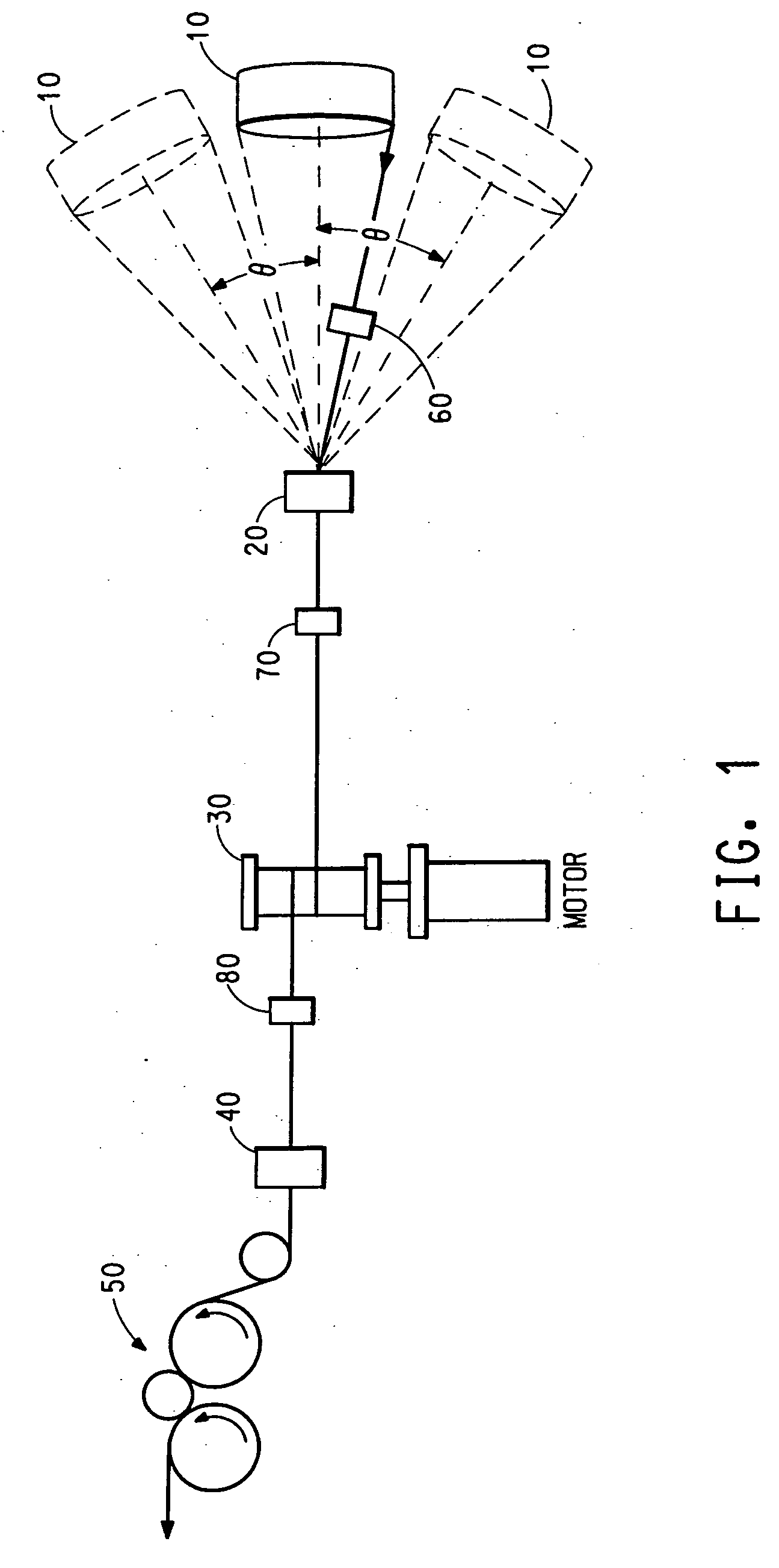
[0052] The test equipment used in obtaining the data for this and the following examples, could be configured in various ways, such as optionally including or excluding certain design elements and changing the sequence of certain elements. The equipment configuration employed for this example, with reference to FIG. 1, was comprised of the following elements, listed in the order in which they were encountered by the moving threadline: fiber package 10, static guide 20, first, driven roll 30, tension sensor 40, and driven take-up rolls 50.
[0053] The test equipment geometry and other experimental test conditions are summarized below:
[0054] The distances between the static guide 20 and the first driven roll 30, between the first driven roll 30 and the tension sensor 40 and between the first driven roll 30 and the take-up roll 50 were 0.22, 1.94 and 2.1-3.4 meters, respectively. In this example, the first driven roll 30, having a diameter of 8.89 cm. was not grooved. The threadline wa...
example 2
[0060] The same test equipment as described in Example 1, but configured to more closely correspond to the preferred embodiment of the OETO unwinder design was utilized. With reference to FIG. 1, the equipment had the following elements in the order in which they were encountered by the moving threadline: fiber package 10, captive rolling guide 60, static guide 20, captive rolling guide 70, first, driven roll 30, captive rolling guide 80, tension sensor 40, and driven take-up rolls 50.
[0061] The distances between the static guide 20 and the first driven roll 30, between the first driven roll 30 and the tension sensor 40, and between the first driven roll 30 and the take-up rolls 50 were 0.43, 0.51 and 2.43 meters, respectively. The first driven roll 30 was a single roll having a single groove with a depth of 0.38 mm. The threadline was again maintained in the horizontal plane. The distance between the package and the static guide 20 was held constant at 0.65 meter while the angle, ...
example 3
[0066] This series of runs, using the test equipment described previously and configured as in Example 2, evaluated the effect of angle on threadline tension for fibers of different tack levels. The distance, d, between the package and the static guide 20 was maintained constant at 0.65 meter. Threadline draft was maintained at 4× by controlling the first driven roll 30 and the take-up rolls 50, respectively, at surface speeds of 68.6 and 274.3 meters / min. All other experimental conditions were as described for Example 2. The data are summarized in Table 3.
TABLE 3MeanMax.AngleRangeTensionTensionFiber(decree)Tension (g)(grams)SpikesTackT-162C025.1164.727.02 800 dtex525.1157.70″Merge 166001127.5156.90″Lot 00202228.2160.00″4536.9182.816″5742.4196.159″6747.8>200.0127″77BROKET-162C018.8150.601.408As-spun515.7142.80″840 den1117.3143.50″Merge 167952214.9140.40″Lot 10194514.9138.80″57″6715.7140.40″9017.3145.10″T-162 B029.0171.81311.368 800 dtex532.2172.610″Merge 165251136.1184.342″Lot 020...
PUM
| Property | Measurement | Unit |
|---|---|---|
| wrap angle | aaaaa | aaaaa |
| wrap angle | aaaaa | aaaaa |
| wrap angle | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More