

Friction stir welding process having enhanced corrosion performance
a friction stir welding and corrosion performance technology, applied in the field of structural joints, can solve the problems of difficult to achieve the effect of reducing the number of welding operations
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Benefits of technology
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0030]Embodiments of the present invention are illustrated in the FIGS., like numerals being used to refer to like and corresponding parts of the various drawings.
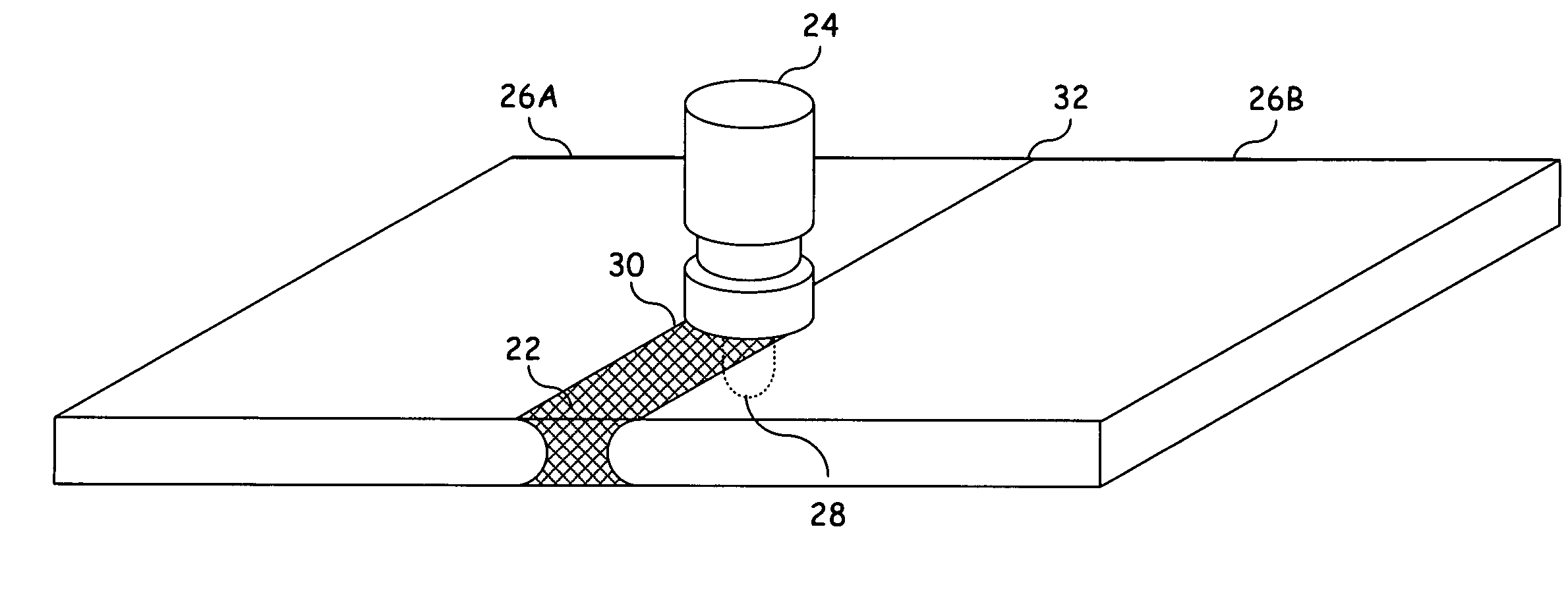
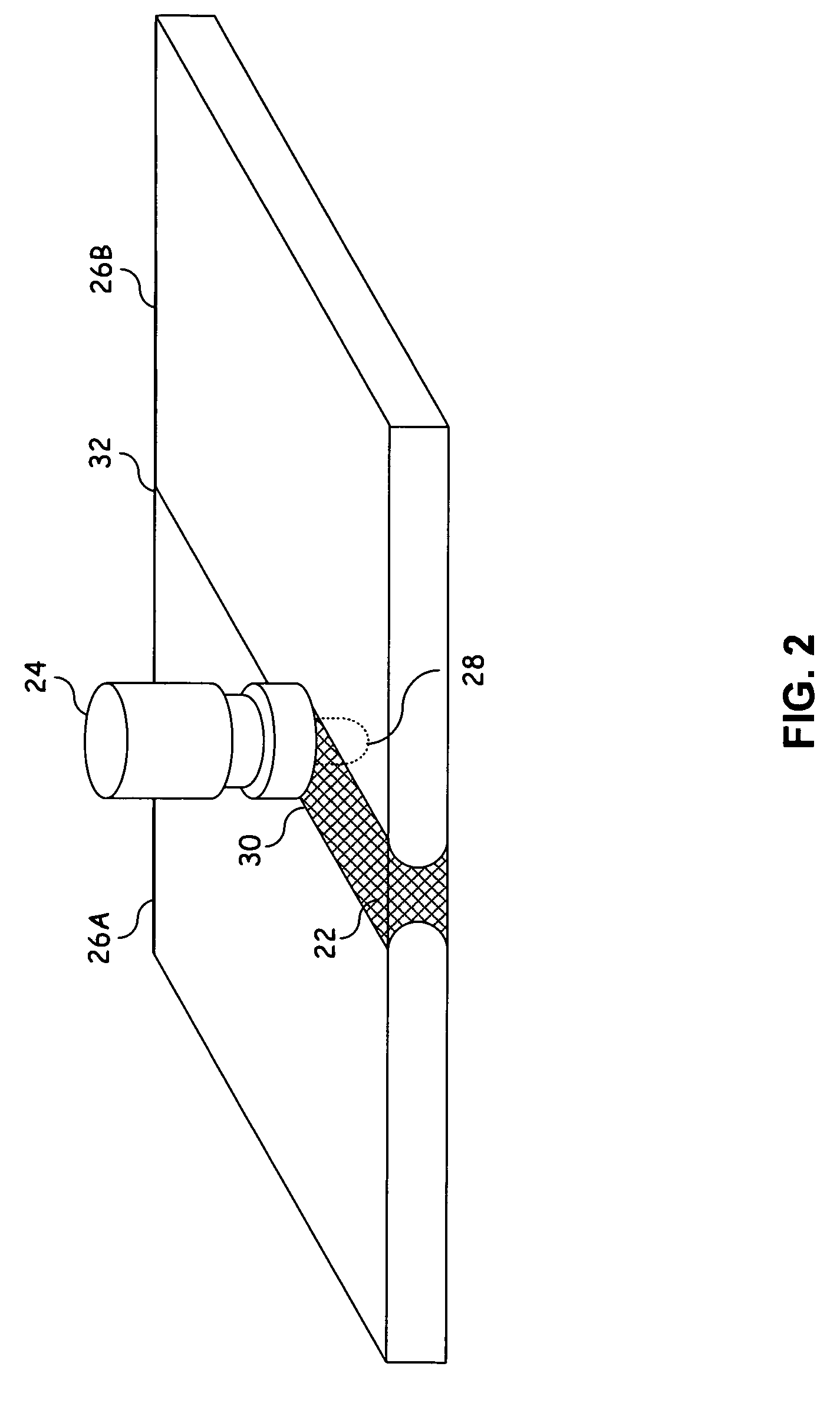
[0031]The present invention provides a means of joining a first structural member and a second structural member that substantially addresses the above identified needs. A three dimensional joint is formed by coupling (joining) a first structural member and a second structural member. This involves first aligning a first structural member to a second structural member. The first structural member has a channel with which to receive a portion of the second structural member. Certain embodiments may place corrosively inert materials within the mating surfaces to prevent or inhibit corrosion or oxidation. Once aligned, the first structural member and second structural member may be friction stir welded at the channel to plasticize the material adjacent to the channel of both the first structural member and the second structur...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More