

Core-sheath composite fiber and method for producing same
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Benefits of technology
Problems solved by technology
Method used
Image

Examples
Example
[0023]Next, a core-sheath structured filament according to an embodiment of the present invention will be described.
[0024]It is to be noted that the present invention is not limited only to the following embodiment.
Core-Sheath Structure
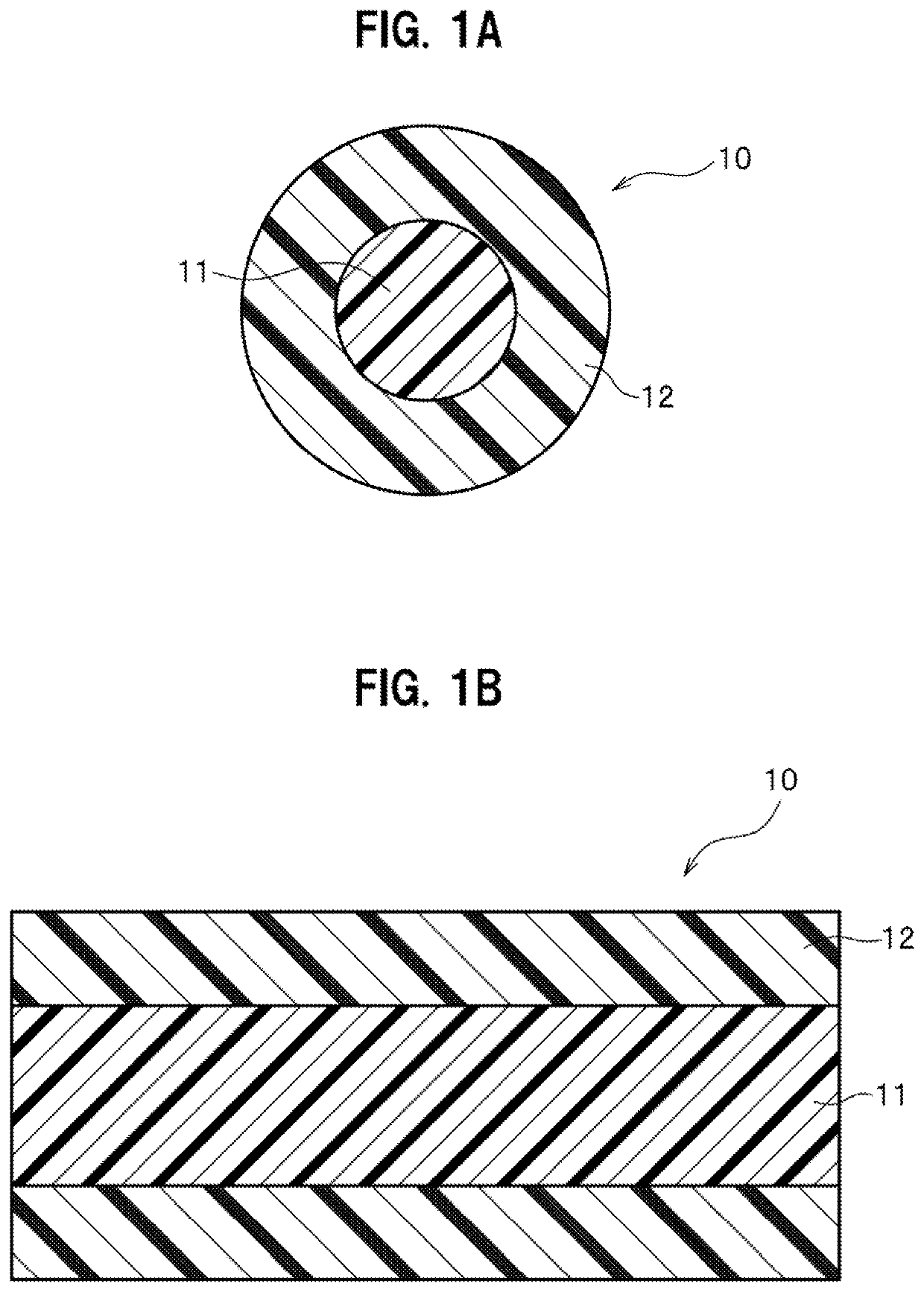
[0025]FIG. 1A illustrates a transverse sectional view showing a round cross-section of a core-sheath composite fiber 10 of this embodiment, and FIG. 1B illustrates a vertical sectional view showing a cross-section in a long-side direction of the core-sheath composite fiber 10 of this embodiment.
[0026]The core-sheath composite fiber 10 of this embodiment includes a core member 11, and a sheath member 12 that is wrapped around the core member 11. The core-sheath composite fiber 10 is formed by extrusion. Each of the core member 11 and the sheath member 12 of this embodiment has an external shape with a round cross-section. Note that the external shape of the core member is not limited to such a round cross-section but may be an irregular cross-section p...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Melting point | aaaaa | aaaaa |
| Strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More