

Resistance spot welding quality control device and method based on electrode displacement
A resistance spot welding and electrode technology, which is applied in resistance welding equipment, welding power supply, manufacturing tools, etc., can solve the problems of precision influence, difficulty in extracting solder joint quality information, difficult hidden Markov model, etc., and achieve strong resistance to electromagnetic interference ability, solve the welding quality fluctuation problem, and meet the effect of real-time requirements
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
[0044] This embodiment takes the welding of 1 mm thick low carbon steel as an example, uses the collected electrode displacement signal as the observation value, uses the hidden Markov model to model, and estimates the size of the nugget diameter in real time. Hidden Markov model is a probability model with "double stochastic process", which has a good ability to deal with the random influencing factors in the welding process, and can better adapt to the highly nonlinear and multivariable coupling effects in actual welding and a large number of random uncertain factors.
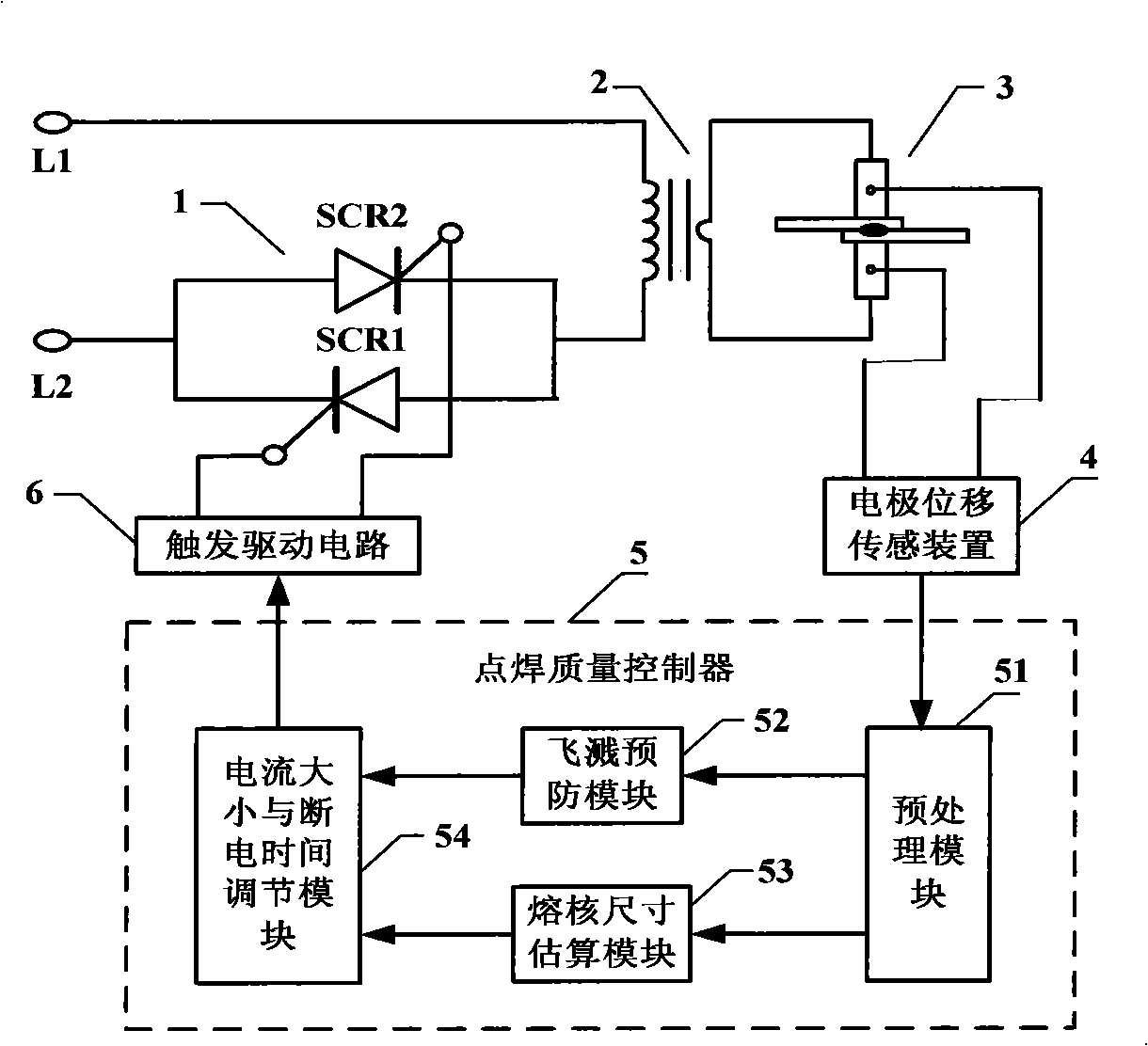
[0045] Such as figure 1 As shown, the resistance spot welding quality control device described in this embodiment includes: an anti-parallel thyristor 1, a welding transformer 2, an electrode 3 for clamping a workpiece, a displacement sensing device 4, a spot welding quality controller 5, and a trigger drive circuit 6.
[0046] The primary side of the anti-parallel thyristor 1 and a welding transformer 2 ar...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More