

Diffusion welding method of TiAl/Nb based alloy and Ni based high-temperature alloy
A high-temperature alloy and diffusion welding technology, which is applied in the direction of welding/welding/cutting items, welding equipment, metal processing equipment, etc., can solve the problems of high cost, complicated process and high manufacturing cost
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0016] Example 1: Diffusion welding of TiAl / Nb alloy TiAl and Ni-based superalloy GH710.
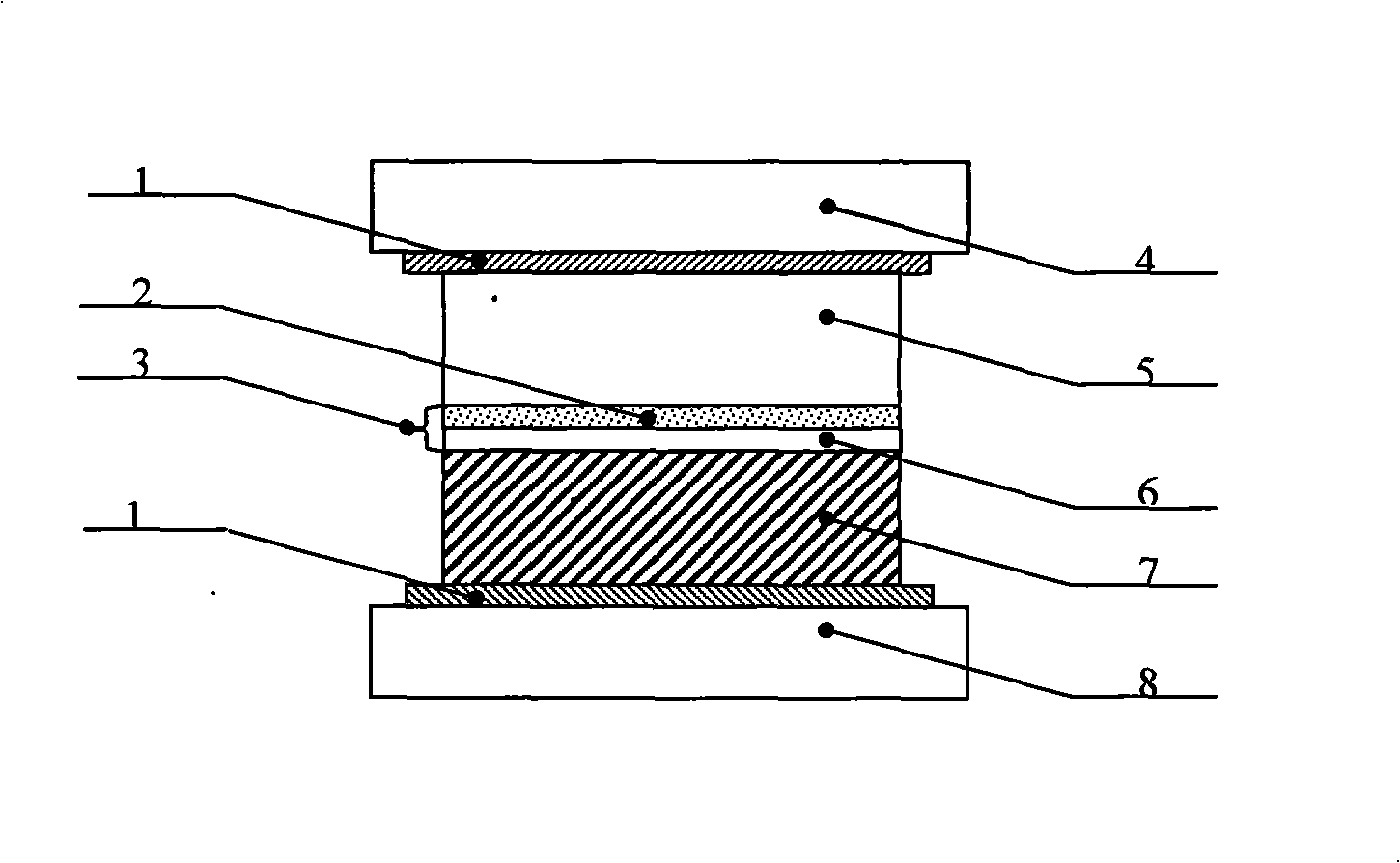
[0017] Take a Nb foil with a thickness of 10 μm and a purity of 99.9wt.% and a Ni foil with a thickness of 10 μm and a purity of 99.9wt.%, put them in acetone, clean them ultrasonically for 10 seconds, and dry them in air. Use 1500 # SiC sandpaper is used to grind the surface of TiAl alloy and GH710 superalloy to be welded so that the surface roughness Ra value is less than 1.6. Then put the TiAl alloy and GH710 superalloy into acetone solution, ultrasonically clean them for 5 minutes, and dry them in air. The above-mentioned materials are clamped: the intermediate layer 3 composed of Nb foil 2 and Ni foil 6 is placed between the TiAl / Nb alloy 5-TiAl and the Ni-based superalloy 7-GH710, wherein the Nb foil 2 is in contact with TiAl, Ni foil 6 is in contact with GH710 to build the workpiece to be welded. Put the workpiece to be welded into a vacuum furnace, and place it between the upp...
Embodiment 2
[0019] Example 2: TiAl / Nb alloy Ti 3 Diffusion welding of Al and Ni-based superalloy GH4133.
[0020] Take a Nb foil with a thickness of 15 μm and a purity of 99.9wt.% and a Ni foil with a thickness of 15 μm and a purity of 99.9wt.%, put them in acetone, clean them ultrasonically for 15 seconds, and dry them in air. Use 1500 # SiC sandpaper on Ti 3 The surface of Al alloy and GH710 superalloy to be welded is ground to make the surface roughness Ra value less than 1.6. Then Ti 3 Al alloy and GH710 superalloy were put into acetone solution, ultrasonically cleaned for 7 minutes, and dried in air. Install the above materials: place the intermediate layer 3 composed of Nb foil 2 and Ni foil 6 on TiAl / Nb alloy 5-Ti 3 Between Al and Ni-based superalloy 7-GH710, where Nb foil 2 and Ti 3 Al contact, Ni foil 6 and GH710 contact, construct the workpiece to be welded. Put the workpiece to be welded into the vacuum furnace, and place it between the upper pressure head 4 and the lowe...
Embodiment 3
[0022] Example 3: TiAl / Nb alloy Ti 2 Diffusion welding of AlNb and Ni-based superalloy GH4169.
[0023] Take a Nb foil with a thickness of 20 μm and a purity of 99.9wt.% and a Ni foil with a thickness of 15 μm and a purity of 99.9wt.%, put them in acetone, clean them ultrasonically for 15 seconds, and dry them in air. Use 1500 # SiC sandpaper on Ti 3 The surface of Al alloy and GH710 superalloy to be welded is ground to make the surface roughness Ra value less than 1.6. Then Ti 3 Al alloy and GH710 superalloy were put into acetone solution, ultrasonically cleaned for 9 minutes, and dried in air. Install the above materials: place the intermediate layer 3 composed of Nb foil 2 and Ni foil 6 on TiAl / Nb alloy 5-Ti 3 Between Al and Ni-based superalloy 7-GH710, where Nb foil 2 and Ti 3 Al contact, Ni foil 6 and GH710 contact, construct the workpiece to be welded. Put the workpiece to be welded into the vacuum furnace, and place it between the upper pressure head 4 and the lo...
PUM
| Property | Measurement | Unit |
|---|---|---|
| tensile strength | aaaaa | aaaaa |
| shear strength | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More