

Model building and optimizing method for mass customization of two-dimension time-space correlation
A technology of spatio-temporal model and optimization method, applied in the direction of instruments, data processing applications, forecasting, etc., can solve problems such as weak scientific and technological foundation, no modern management, poor independent development ability, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment Construction
[0019] The present invention will be further described below in conjunction with accompanying drawings and examples.
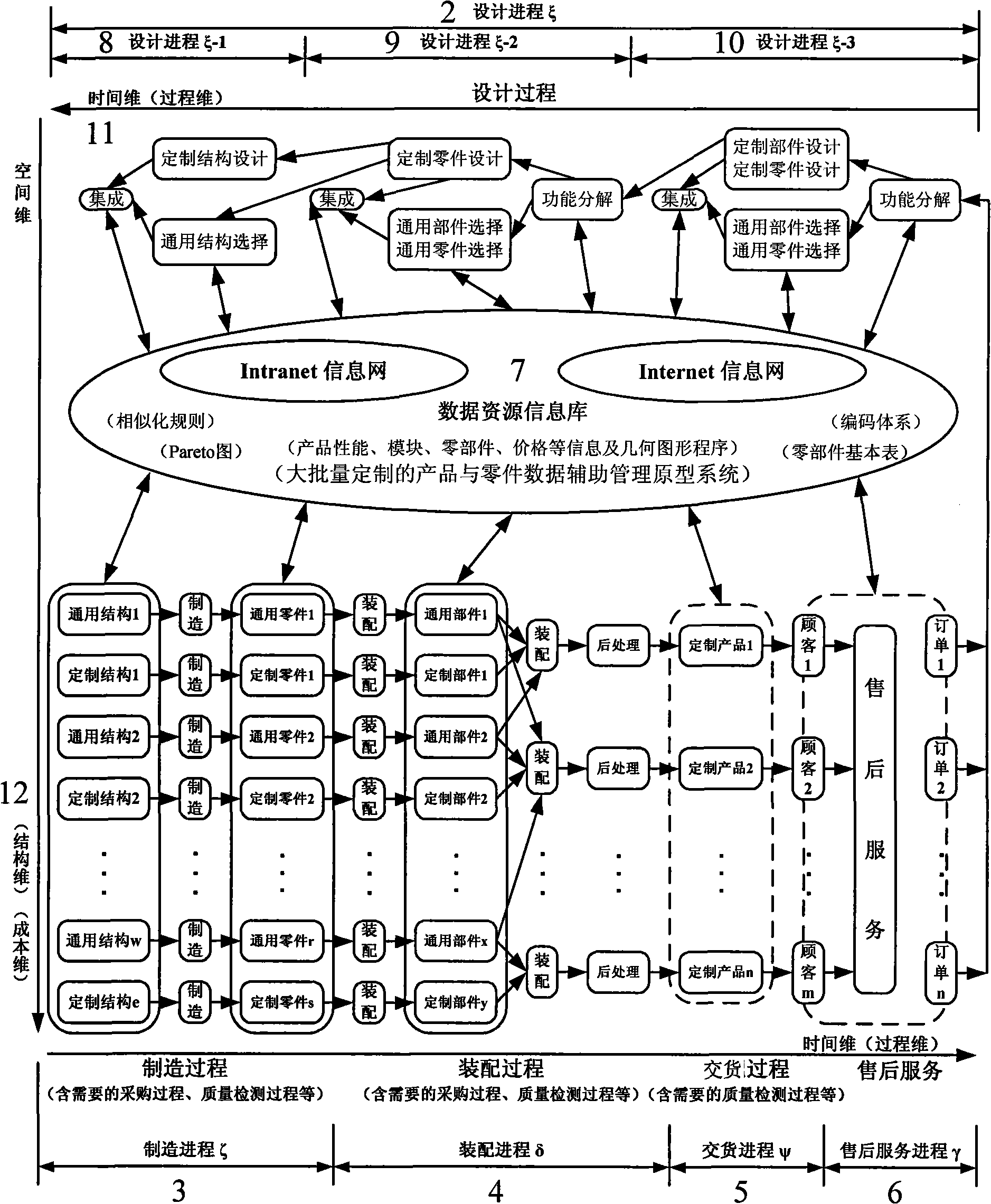
[0020] A method for modeling and optimizing a two-dimensional spatio-temporal model for mass customization of the present invention includes mass customizing two-dimensional spatio-temporal model modeling and mass customizing two-dimensional spatio-temporal model optimization, wherein:
[0021] 1) The two-dimensional space-time model modeling of mass customization, using the time dimension described by the process model and the space dimension described by the product model, the total production time required for mass customization to complete the order is mapped to the time dimension, and mass customization to complete the order The required total product cost is mapped to the spatial dimension;
[0022] 2) Mass customization of two-dimensional space-time model optimization, complete the mathematical modeling of mass customization of two-dimensional space-tim...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More