

Process for production of a screw for an extruder, and screw
A technology of extruders and screws, applied in the direction of presses, manufacturing tools, material forming presses, etc., can solve the problems of tungsten carbide being hard and impossible to achieve, and achieve the effect of reducing the risk of fracture
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
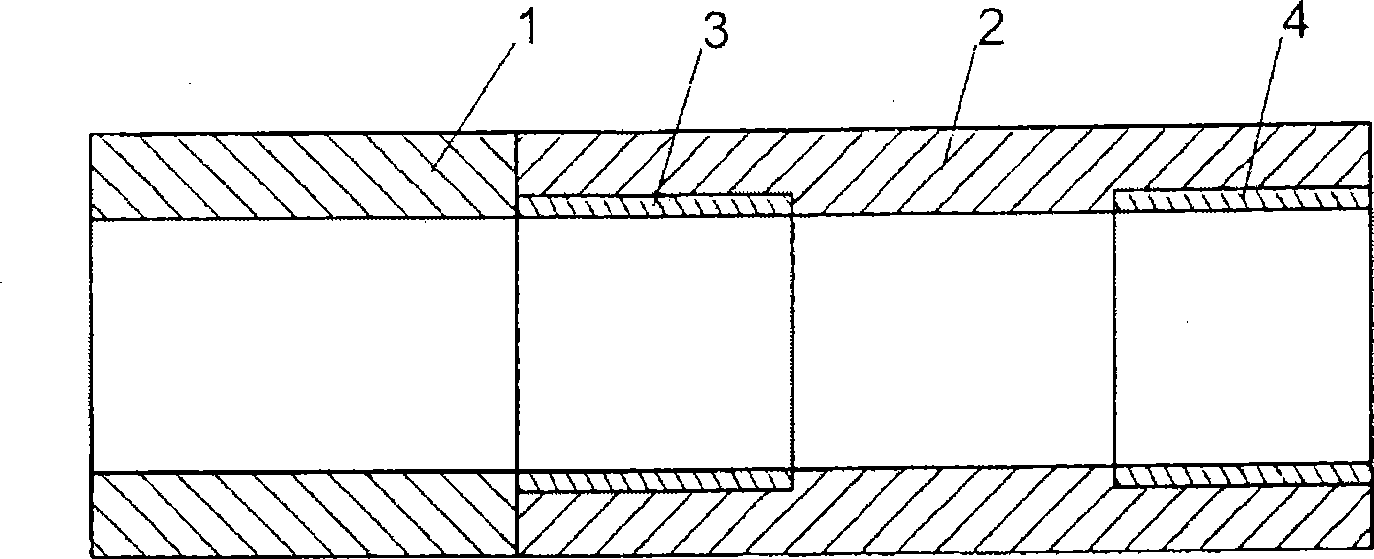
[0032] according to figure 1 The extruder housing comprises parts 1 and 2, which are connected to each other by flanges (not shown). Before the two parts 1 and 2 are connected to one another, a wear-resistant material is introduced into the two-sided part 2 . The wear-resistant material is figure 1 is represented by the insert 3 in the form of a sleeve.
[0033] The said screw should be coated in the region of the inserts 3 and 4 with a wear protection layer, for example with tungsten carbide, but in the remaining regions with a sliding layer, for example with molybdenum.
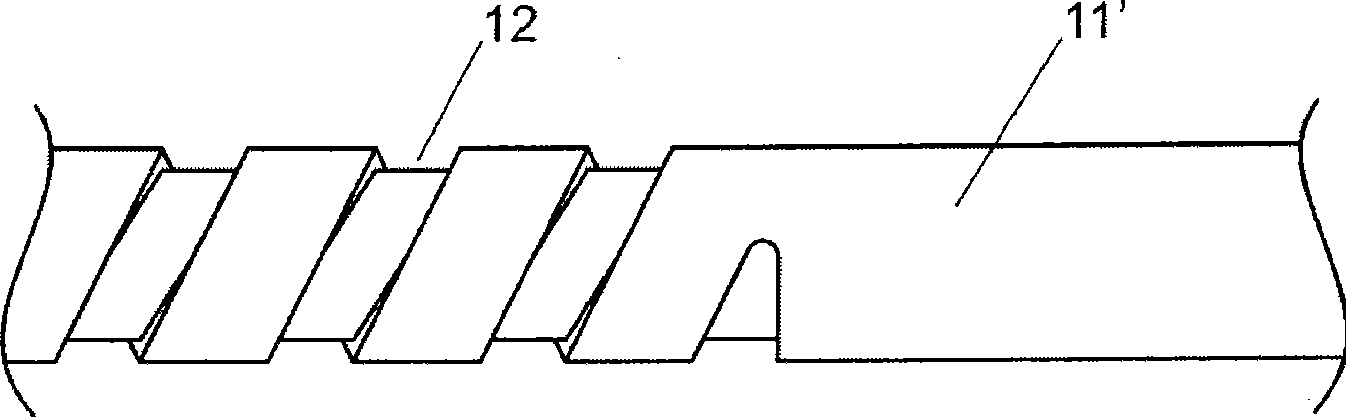
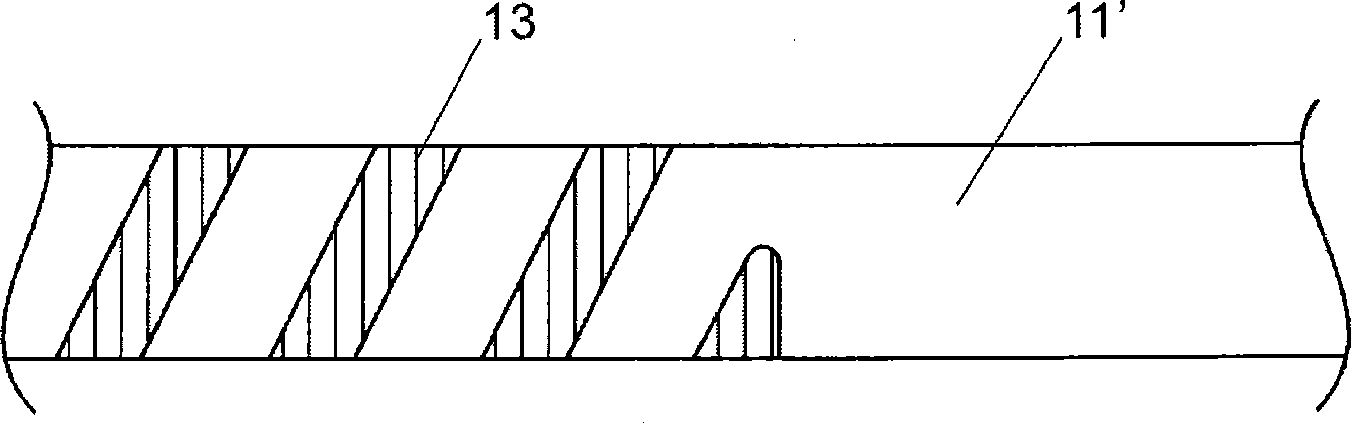
[0034] according to Figure 2 to Figure 6 The manufacturing process of such a screw is illustrated. The figures each show an axial region of the screw (or the base body of the screw) in which the transition from tungsten carbide to molybdenum is located (or should be located).
[0035] First, the bed 12 is milled out on the cylindrical base body 11' of the screw, specifically only in the region where t...
PUM
| Property | Measurement | Unit |
|---|---|---|
| length | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More