

Forming method of fiber-reinforced composite pulling-extruding slender section
A composite material and fiber reinforced technology, which is applied in the field of fiber reinforced composite pultrusion thin-walled profile forming, can solve the problems of low production efficiency, poor apparent performance and high cost, and achieve efficient production rate, excellent apparent performance, Strength-enhancing effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
[0024] Select a certain m-benzene resin; select E-type fiber roving with a specification of 4800tex; select two types of stitchbonded felts, E-DBL600-10 and E-DB450-5. E-DB450-5 is +45° / -45° layup, gram weight 450g / m 2 ;E-DBL600-10 is 0° / +45° / -45° layup, gram weight 600g / m 2 .
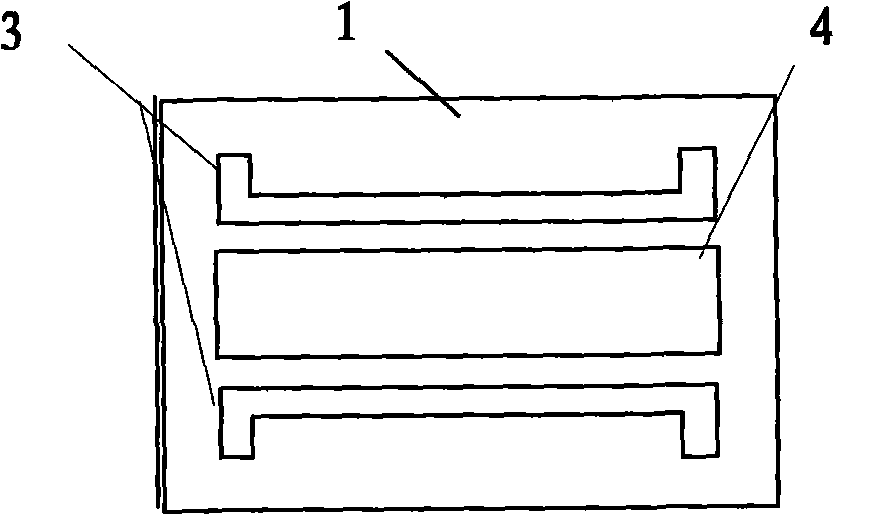
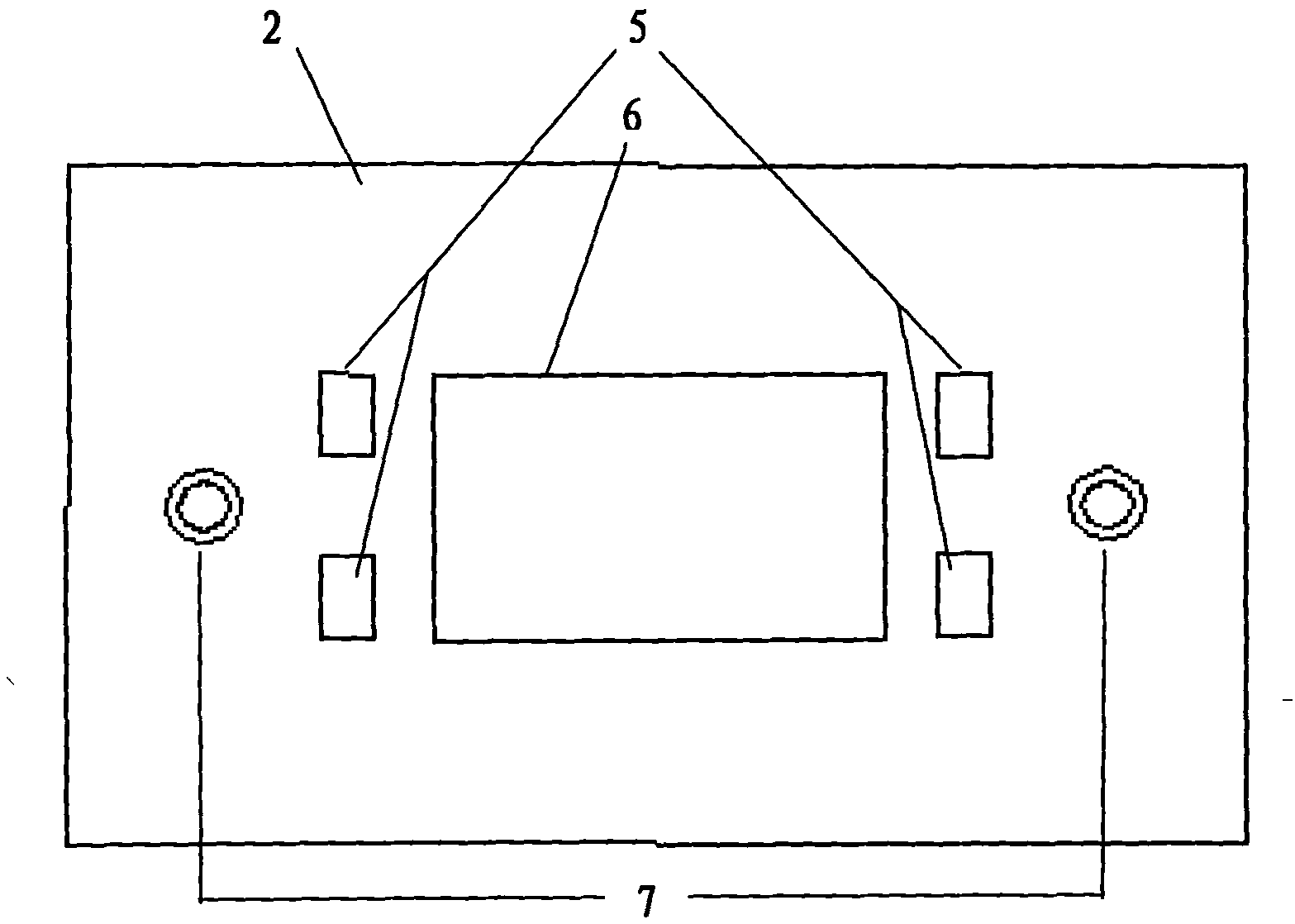
[0025] E-DBL600-10 stitch-bonded felt and E-DB450-5 stitch-bonded felt were used as the outer and inner layers of the profile web, respectively, and the upper and lower flanges of the profile were made of roving. The number of strands and the number of layers of stitchbonded felt on the inner and outer layers. The 2-layer E-DBL600-10 stitched felt is on the outer layers on both sides of the web, and the 0° layer is outward; the E-DB450-5 stitched felt is on the inner layer of the web. The width of the outer layer E-DBL600-10 stitched felt is equal to the length of the side hole 3 of the first guide device 1 (including the folded length), and the inner layer E-DB450-5 is equal to the length of the mi...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More