

Method of forming injection hole for injector
An injector and piercing technology, applied in the direction of fuel injection device, special fuel injection device, mechanical equipment, etc., can solve the problems of the influence of exhaust gas properties, difficult to meet, uneven exhaust gas properties, etc., to reduce processing tolerances, Reduced uneven, stable performance effects
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
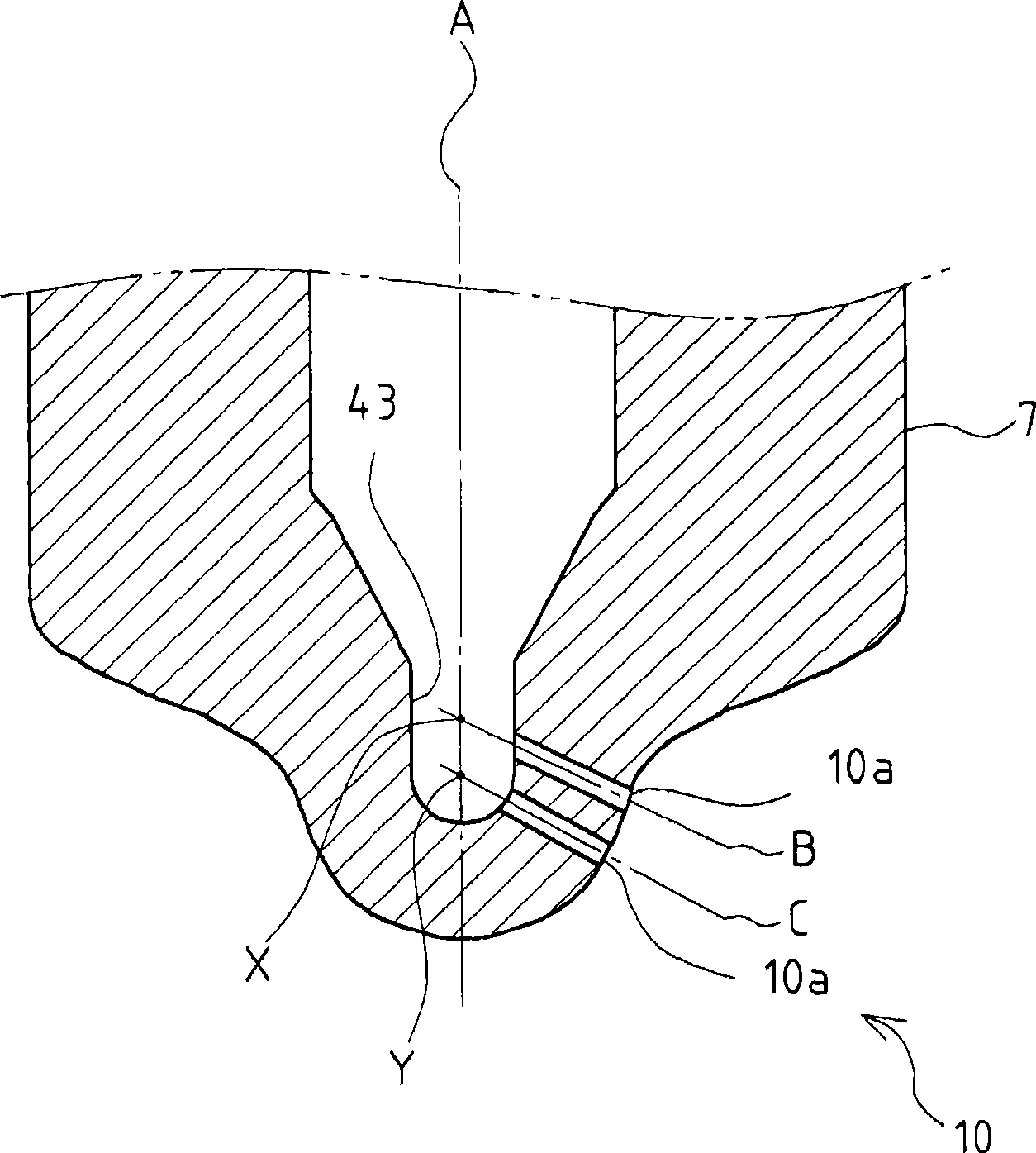
[0055] First, if Figure 4 As shown, the configuration is as follows: a concave portion 10b is provided in the piercing portion of the group injection holes 10 (injection holes 10a, 10a), a flat portion 10c is formed at the bottom of the concave portion 10b, and the group injection holes 10 are pierced on the flat portion 10c.
[0056] The plane part 10c is formed with a plane perpendicular to the axis of the injection hole 10a formed therethrough, and can be easily formed by machining such as cutting or forging. In addition, dimensional tolerances such as relative positions and angles of the recessed portions 10b, 10b . . . and plane surfaces 10c, 10c .
[0057] Therefore, the injection holes 10a, 10a can be drilled in the flat surface portion 10c where the dimensional tolerance is ensured, thereby improving the machining accuracy.
[0058] In addition, in this embodiment, an example is shown in which the group injection holes 10 (injection holes 10a, 10a) are perforated on ...
Embodiment 2
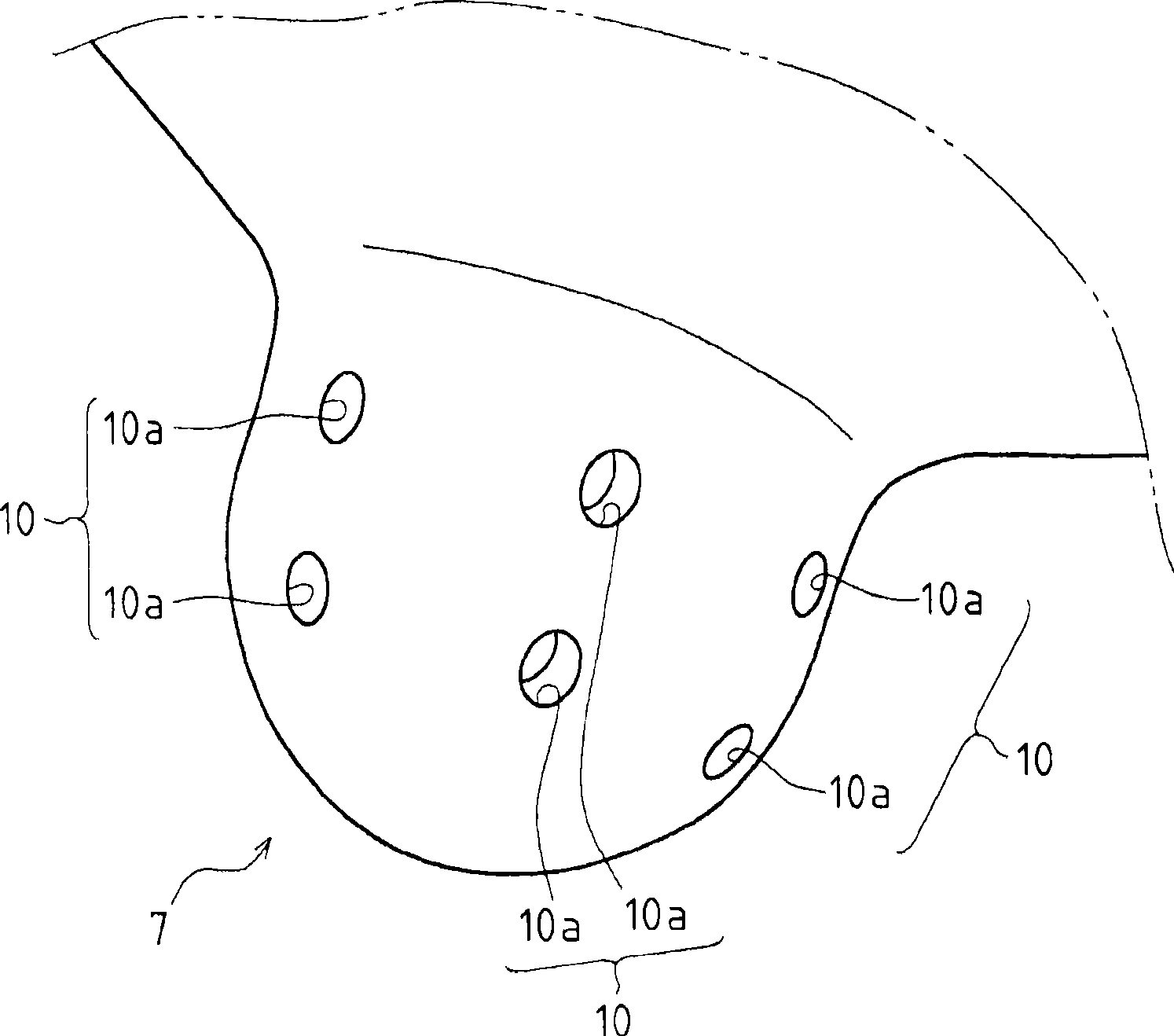
[0060] Below, such as Figure 5 As shown, the configuration is such that a planar portion 10d is provided at the pierced portion of the group injection holes 10 (injection holes 10a, 10a), and the group injection holes 10 are formed on the planar portion 10d.
[0061] The plane part 10d is formed with a plane perpendicular to the axis of the injection hole 10a formed therethrough, and can be easily formed by machining such as cutting or forging. In addition, dimensional tolerances such as relative positions and angles of the planar portions 10d, 10d, . . . can be secured relatively easily by machining.
[0062] Therefore, the injection holes 10a, 10a can be drilled through the flat surface portion 10d where the dimensional tolerance is ensured, so that the machining accuracy can be improved.
[0063] In addition, in this embodiment, an example is shown in which the group injection holes 10 (injection holes 10a, 10a) are perforated by machining (for example, drilling) on eac...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More