

Process for producing microconfiguration transfer sheet and apparatus therefor
A manufacturing method and a manufacturing device technology, which are applied in the field of manufacturing micro-shape transfer sheets and manufacturing devices, can solve the problems of time-consuming, unsatisfactory, and unobtainable transfer accuracy, and achieve the effect of uniform pressure
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0106] (1) Mold size: 500mm (film width direction)×800mm (film moving direction)×20mm (thickness).
[0107] (2) Mold material: copper.
[0108] (3) Fine shape: the pitch is 50 μm, the convex part is 25 μm wide, and the convex part is 50 μm high. The cross-sectional shape when viewed from the direction of film movement is rectangular.
[0109] (4) Pressurizing device: The maximum pressurizing pressure can reach 3000kN, and pressurizing is performed by hydraulic pump.
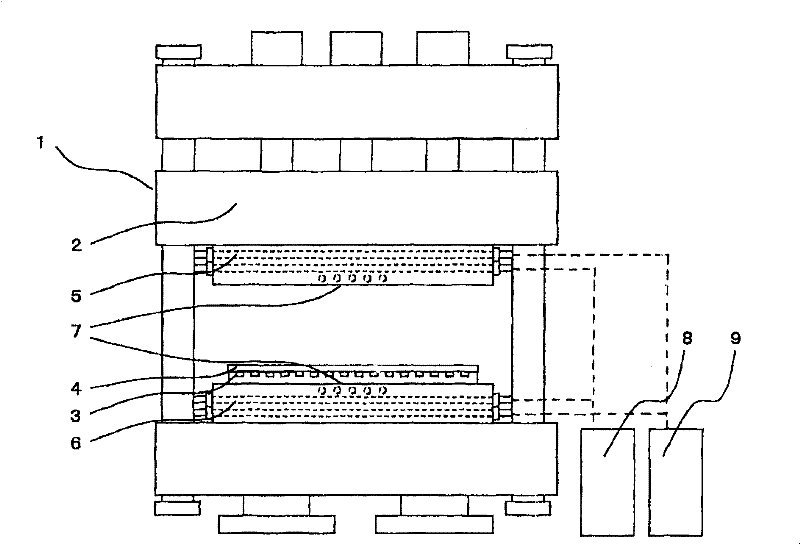
[0110] (5) The pressure device is equipped with two upper and lower aluminum alloy temperature control plates with a size of 700mm (film width direction)×1000mm (film moving direction), and each is connected to a heating device and a cooling device. The mold is installed on the temperature regulating plate on the lower side. The heating device is a heat medium circulation device, the heat medium is Baresam #400 (manufactured by Matsumura Oil Co.), and the heat medium heated to 150° C. flows at a flow rate of 100 L / min. ...
Embodiment 2
[0120] (1) Mold size: 500mm (film width direction)×800mm (film moving direction)×20mm (thickness).
[0121] (2) Mold material: copper.
[0122] (3) Fine shape: the pitch is 50 μm, the convex part is 25 μm wide, and the convex part is 50 μm high. The cross-sectional shape when viewed from the direction of film movement is rectangular.
[0123] (4) Pressurizing device: The maximum pressurizing pressure can reach 3000kN, and pressurizing is performed by hydraulic pump.
[0124] (5) The pressure device is equipped with two upper and lower aluminum alloy temperature control plates with a size of 700mm (film width direction)×1000mm (film moving direction), and each is connected to a heating device and a cooling device. The mold is installed on the temperature regulating plate on the lower side. The heating device is a heat medium circulation device, the heat medium is Baresam #400 (manufactured by Matsumura Oil Co.), and the heat medium heated to 150° C. flows at a flow rate of 100 L / min. ...
Embodiment 3
[0131] (1) Mold size: 500mm (film width direction)×800mm (film moving direction)×40mm (thickness).
[0132] (2) Mold material: copper.
[0133] (3) Fine shape: the pitch is 50 μm, the convex part is 25 μm wide, and the convex part is 50 μm high. The cross-sectional shape when viewed from the direction of film movement is rectangular.
[0134] (4) Pressurizing device: The maximum pressurizing pressure can reach 3000kN, and pressurizing is performed by hydraulic pump.
[0135] (5) The pressure device is equipped with two upper and lower aluminum alloy temperature control plates with a size of 700mm (film width direction)×1000mm (film moving direction), and each is connected to a heating device and a cooling device. The mold is installed on the temperature regulating plate on the lower side. The heating device is a heat medium circulation device, the heat medium is Baresam #400 (manufactured by Matsumura Oil Co.), and the heat medium heated to 150° C. flows at a flow rate of 100 L / min. ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More