Spark plug hole precast process for casting engine aluminum alloy cylinder cover by gravity
A spark plug hole and gravity casting technology, which is applied in the direction of manufacturing tools, casting molding equipment, metal processing equipment, etc., to achieve the effect of easy promotion, simple process, and improved wall thickness uniformity
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0019] Put the cylinder head water jacket sand core and air passage sand core into the metal mold in the normal order, and then position the riser sand core and the low pressure oil passage sand core through the concave and convex positioning points and then position them on the gantry frame of the front and rear end molds . Then lower the sand core of the spark plug hole into the metal mold, close the mold and pour, solidify and take out. According to the structural characteristics of the product, the riser core and the spark plug hole sand core can also be made into an integral sand core, and the riser core can be positioned and lowered into the metal mold.
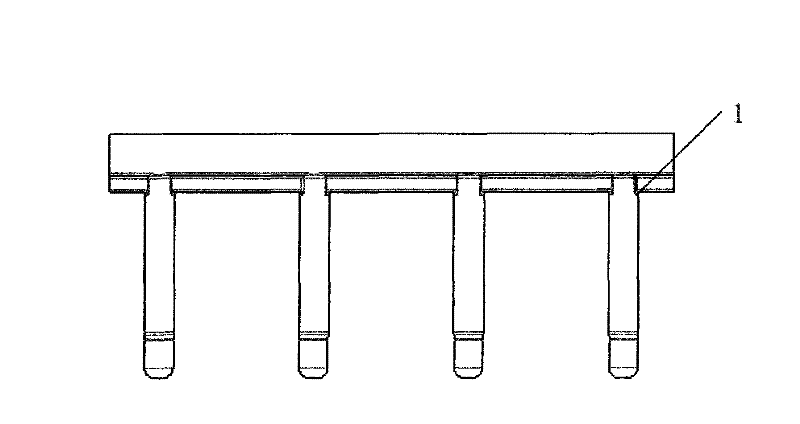
[0020] like figure 1 As shown, the spark plug hole sand core adopts the overall structure of the coated sand shell core or cold box technology, and the spark plug hole sand core is positioned through the core head part 1 .
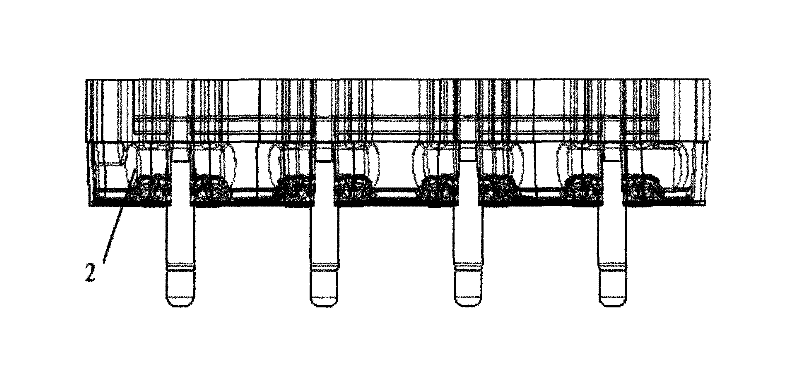
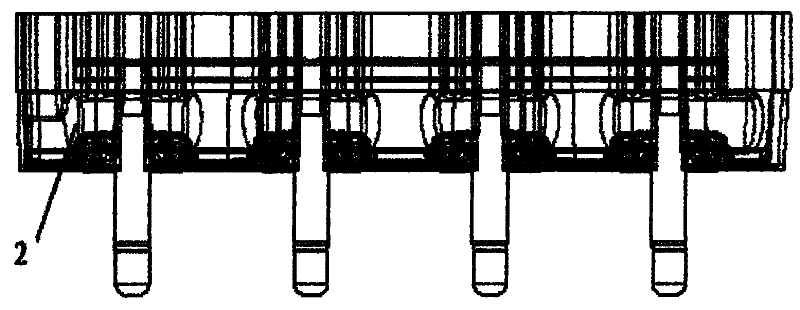
[0021] like figure 2 As shown, the riser core 2 has a mating surface for the positioning of ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More