Technical method for molding super-thick plastic parts
A molding process and technology of plastic parts, applied in coating and other directions, can solve problems such as being unable to meet the large-scale needs of the market and users, affecting the normal performance of functions, and easily generating air bubbles, achieving excellent mechanical properties, mild conditions, and reducing molding speed. Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
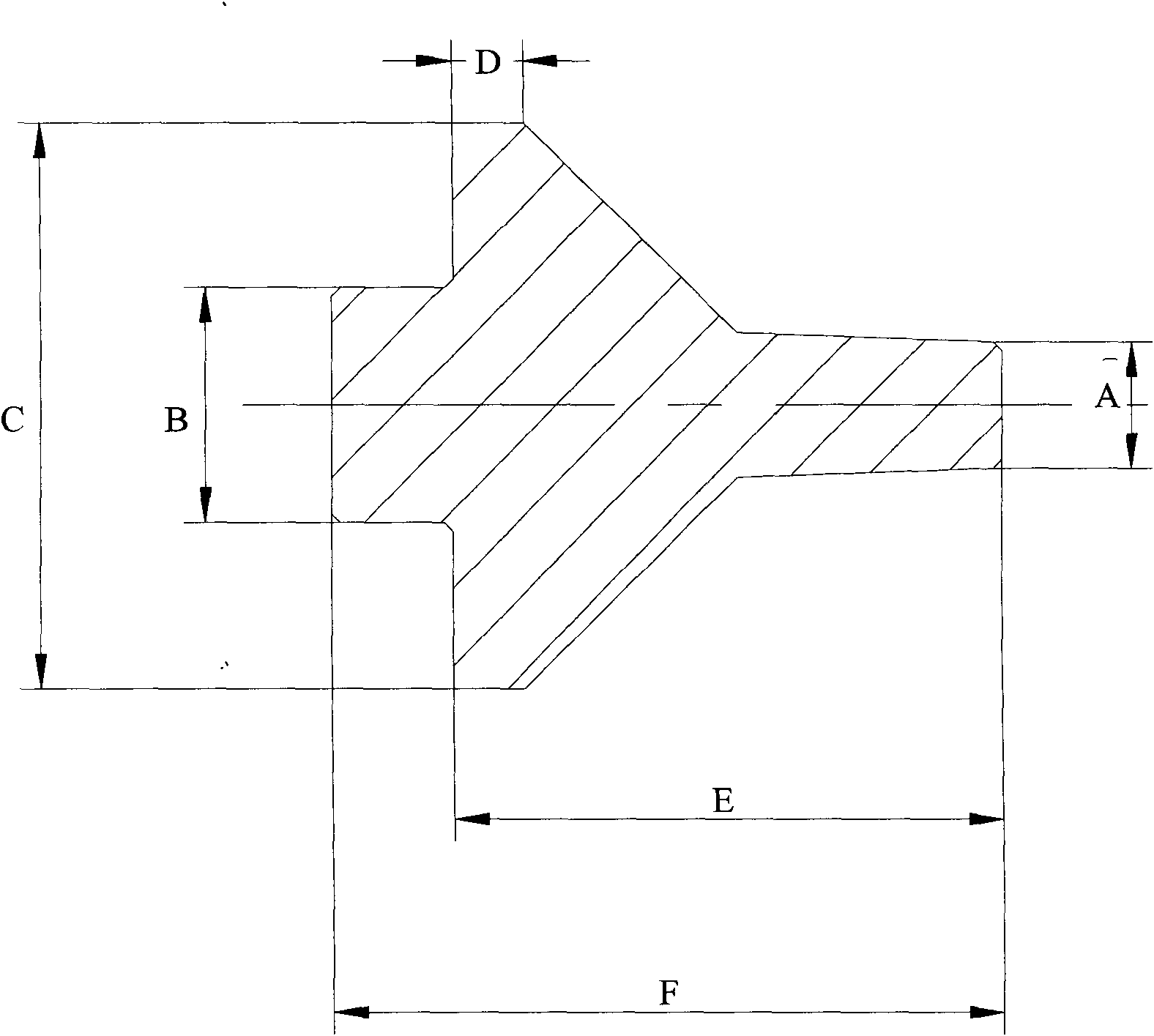
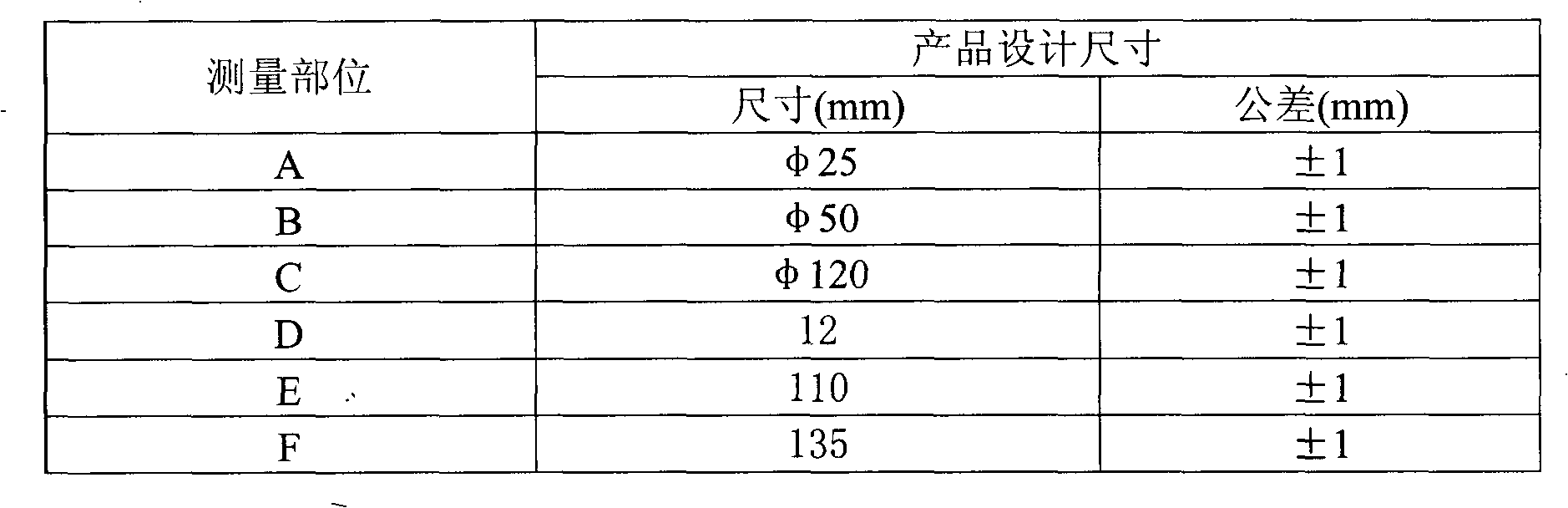
[0013] A manufacturing process for ultra-thick transparent parts, the shape of which is as follows figure 1 As shown, the size requirements of each part are shown in the table below.
[0014]
[0015] The above parts are injection molded using the following process parameters.
[0016] a. Use a large-diameter main sprue on the mold. The diameter of the main sprue in this example is 18mm.
[0017] b. Control the injection speed to 4mm / s;
[0018] c. Keep the pressure for 95 seconds under the pressure of 23 Pa / cm2 after the injection;
[0019] d. After the pressure holding is completed, it is cooled for 52 seconds and then removed from the mold;
[0020] e. Heat treatment: put the demoulded product into an oven with an oven temperature of 55°C, and take it out after standing for 1 hour.
[0021] According to the characteristics of the product structure, it is advisable to use the main gate to feed the material when opening the mold. The injection molding equipment is Dong...
Embodiment 2
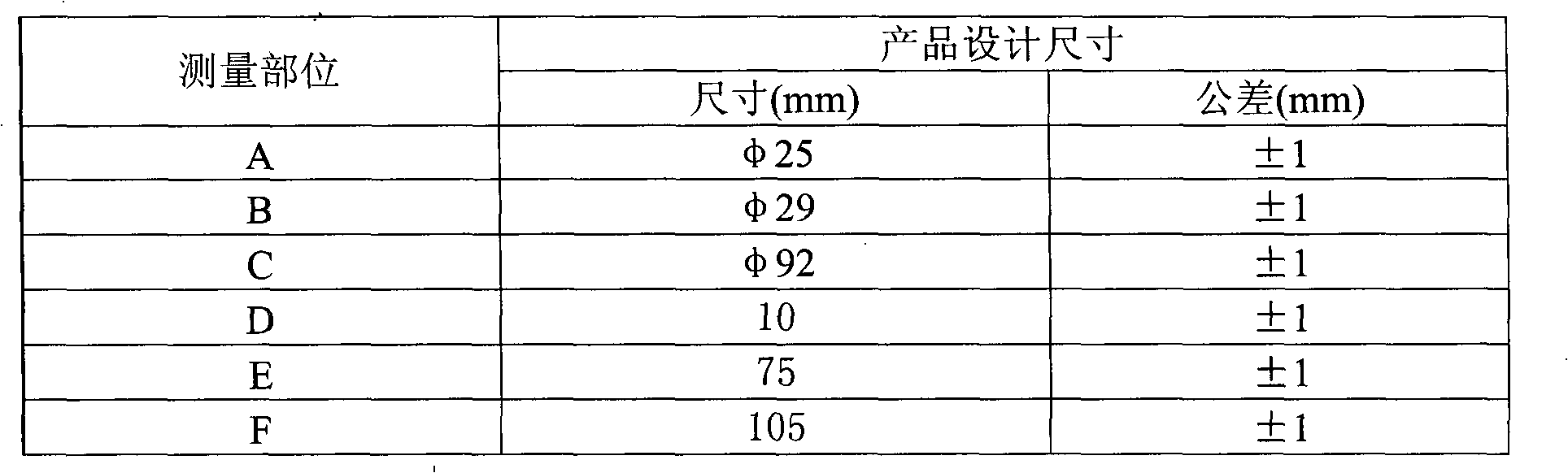
[0023] A manufacturing process of an ultra-thick transparent part. The appearance of the part is shown in Figure 2, and the size requirements of each part are shown in the table below.
[0024]
[0025] The above parts are injection molded using the following process parameters.
[0026] a. Use a large-diameter main sprue on the mold. The diameter of the main sprue in this example is 15mm.
[0027] b. Control the injection speed to 5mm / s;
[0028] c. Keep the pressure for 80 seconds under the pressure of 20 Pa / cm2 after injection;
[0029] d. After the end of pressure holding, cool down for 45 seconds and demould;
[0030] e. Heat treatment: Put the product after demoulding into an oven with an oven temperature of 60°C, and take it out after standing for 1 hour.
[0031] According to the characteristics of the product structure, it is advisable to use the main gate to feed the material when opening the mold. The injection molding equipment is Donghua's 220T injection mol...
Embodiment 3
[0033] A manufacturing process of an ultra-thick transparent part. The appearance of the part is shown in Figure 2, and the size requirements of each part are shown in the table below.
[0034]
[0035] The above parts are injection molded using the following process parameters.
[0036] a. Use a large-diameter main sprue on the mold. The diameter of the main sprue in this example is 20mm.
[0037] b. Control the injection speed to 3mm / s;
[0038] c. Hold the pressure for 120 seconds under the pressure of 25 Pa / cm2 after the injection;
[0039] d. After the end of pressure holding, cool for 60 seconds and demould;
[0040] e. Heat treatment: Put the demoulded product into an oven with an oven temperature of 50°C, and take it out after 2 hours.
[0041] According to the structural characteristics of the product, it is advisable to use the main gate to feed the material when opening the mold. The injection molding equipment is the 450T injection molding machine of Donghua ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to view more
Login to view more - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap