Redundancy control method for selecting and switch-interlocking work modes of billet casting machine
A working method, billet continuous casting technology, applied in the direction of comprehensive factory control, comprehensive factory control, electrical program control, etc., can solve problems such as no research reports
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
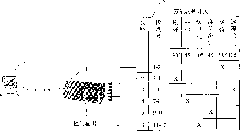
[0034] figure 1 It shows the electrical path for controlling the redundant control method for selecting the working mode of the billet continuous casting machine and switching interlocking, including a universal transfer switch (2), a programmable control device (1) and a monitoring man-machine interface (3).
[0035] The universal transfer switch (2) is used as the control input of "hard switching" in the redundant control method of the selection of the billet continuous casting machine's working mode and switching interlocking, and it is necessary to ensure that the "disconnect", "manual", " The order of the five working mode bits and remote control bits of "send dummy", "casting preparation" and "pouring" cannot be changed.
[0036] The programmable control device (1) realizes the interlocking control of the redundant control method of selecting the working mode of the billet continuous casting machine and switching interlocking.
[0037] The monitoring man-machine interfa...
Embodiment 2
[0039] (1) Collect the state signal of the universal transfer switch (2) and store it in I01.
[0040] Correspondence table between variable I01 and control bit of universal transfer switch
[0041] address number
Way of working
state
I01.0
disconnect
0 / 1
I01.1
manual
0 / 1
I01.2
Dummy ingot
0 / 1
I01.3
ready to cast
0 / 1
I01.4
casting
0 / 1
I01.5
0 / 1
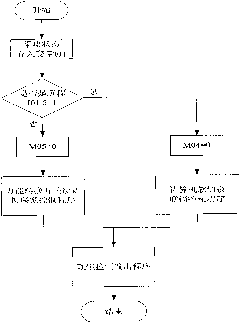
[0042] (2) Determine whether it is "remote control".
[0043] If I01.5=1 means "remote control", enter the computer (HMI) soft switching interlocking control program.
[0044]If I01.5=0 is not "remote control", enter the hard switching interlocking control program of the universal transfer switch.
[0045] (3) The outputs of the two interlocking control programs are fused to form one output.
Embodiment 3
[0047] (1) Establish an analog variable operate on the computer monitoring man-machine interface. Establish correspondence between the five working modes of the billet continuous casting machine and the variable operate, and realize the positioning of the five working modes of "disconnect", "manual", "send dummy ingot", "casting preparation" and "pouring". Functions whose order cannot be changed, realize operation and display on the monitoring man-machine interface at the same time.
[0048] Correspondence table between the variable operate and the five working modes in the monitoring man-machine interface
[0049] address number
Way of working
state
operate
disconnect
operate=1
operate
manual
operate=2
operate
Dummy ingot
operate=3
operate
ready to cast
operate=4
operate
casting
operate=5
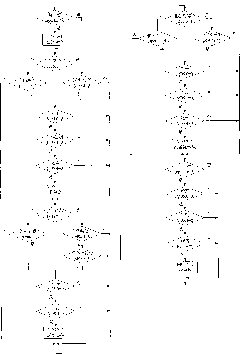
[0050] (2) if image 3 The interlocking control flow shown realizes the upward selectio...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More