

Adhesive filling and grinding processing method for stator-rotor iron core component of motor
A core and grinding technology, used in the manufacture of stator/rotor bodies, etc., can solve the problems of cracking length, out-of-tolerance, scrap, etc., and achieve the effect of solving cracking, avoiding intermittent cutting, and good cooling conditions
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0027] Below in conjunction with accompanying drawing and embodiment the present invention is described in further detail:
[0028] The glue filling grinding process of the motor stator and rotor core assembly, the processing steps are as follows:
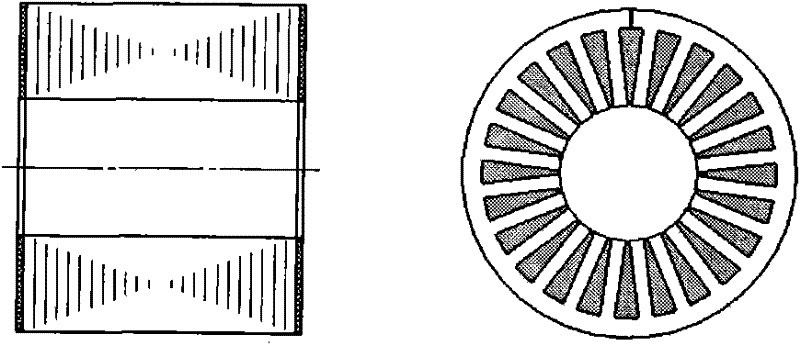
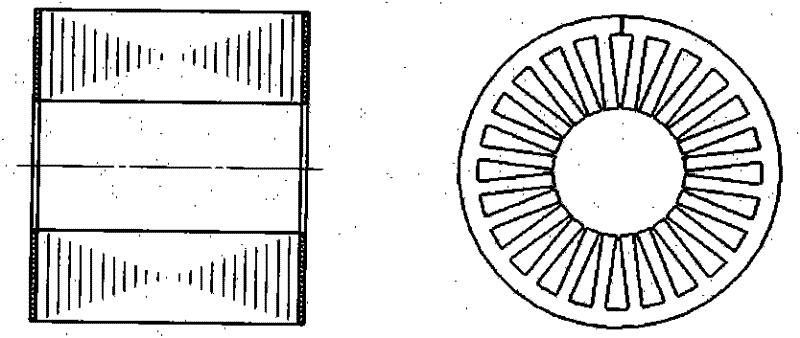
[0029] (1) The laminations are glued, and the armature punching sheets are bonded and laminated to form an iron core assembly;
[0030] (2) Fitter: grind the two ends of the iron core assembly to ensure the parallelism of the end faces;
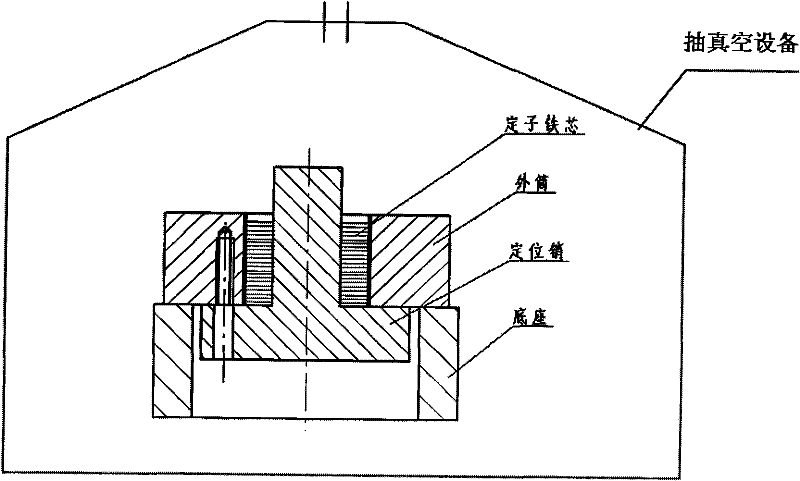
[0031] (3) Glue filling: Fill the colloid in the iron core groove by vacuum, see figure 1 and figure 2 , this step is the key to the whole process:
[0032] a) Mold loading: the mold is composed of an outer cylinder, positioning pins, base, and connecting screws, and the iron core assembly is placed on the positioning pins;
[0033] b) Preheating the mold: put the mold with iron core in an oven at 120°C to 130°C to preheat for 0.5 to 2 hours;
[0034] c) Potting: Put the potting compound in ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More