

Cold forming method for bimetallic T-shaped three-way pipe
A technology of three-way pipe fittings and bimetallic composite pipes, which is applied in the field of metal pipe fittings processing, can solve the problems of radial deformation, small branch pipe height, serious accumulation, etc., and achieve the effect of improving utilization rate and high production efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
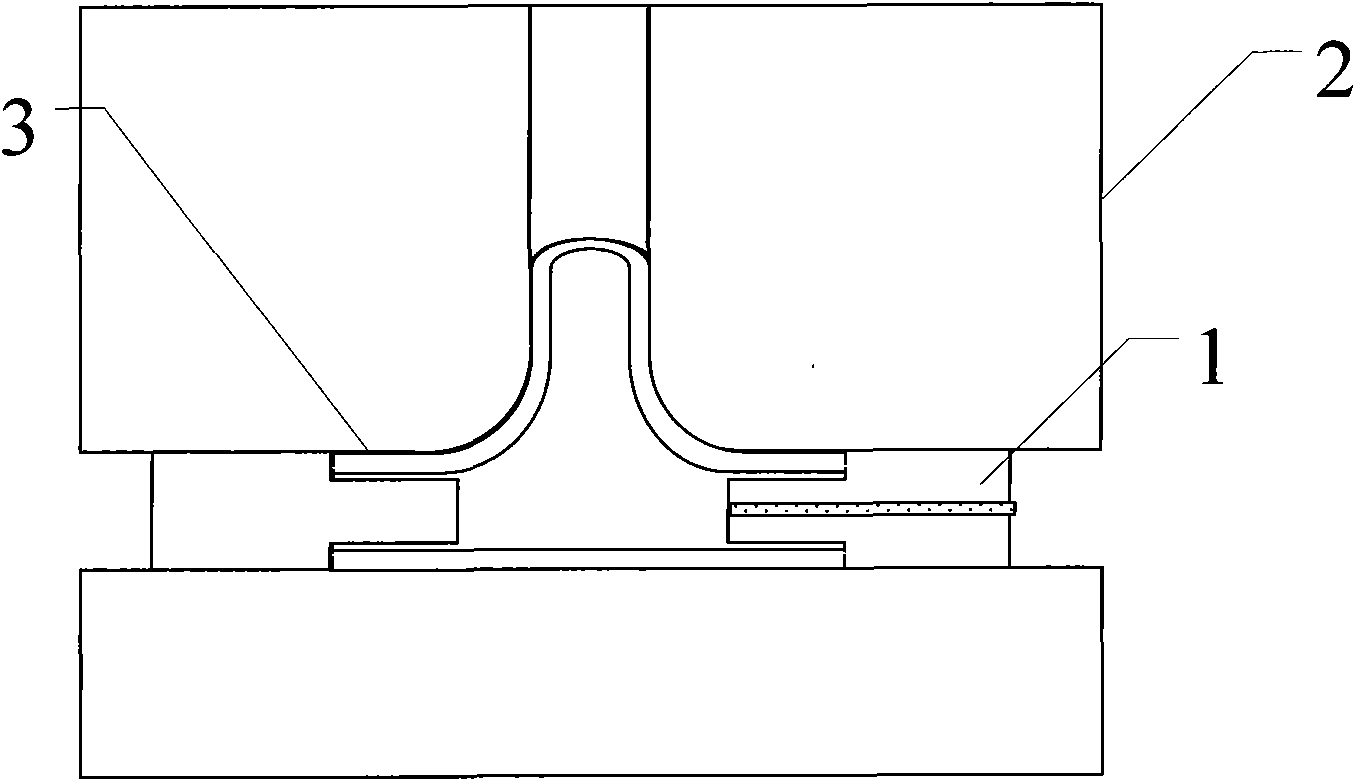
[0019] The bimetallic composite pipe is blanked, the cladding of the bimetallic composite pipe is cleaned, and the attachments on the inner surface are removed. Then the bimetal composite pipe is placed in the lower die of the forming die 2 and positioned;
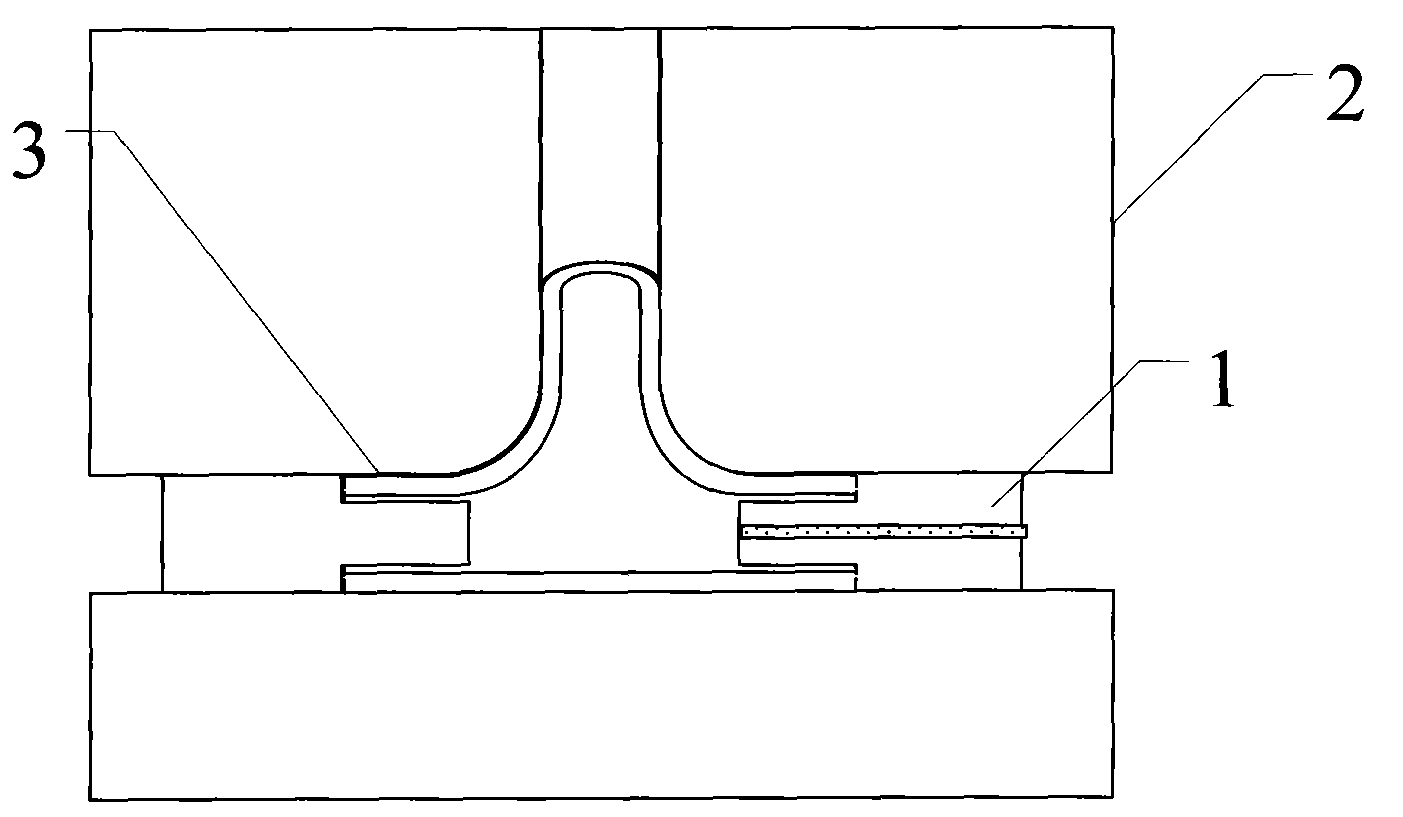
[0020] Insert the thin ends of the two stepped shaft punches 1 into the two ends of the bimetallic composite pipe respectively; after the upper die and the lower die are closed, inject 30MPa hydraulic oil from the hole on the stepped shaft punch 1, and the bimetallic composite pipe The branch pipe is formed under the action of the expansion force of the hydraulic oil. In order to supplement the material to the branch pipe, the stepped shaft punch 1 squeezes the two ends of the bimetallic composite pipe, and the bimetallic composite pipe is formed under the action of the stepped shaft punch 1 and the forming die 2. The composite pipe is formed into a semi-finished bimetallic T-shaped tee fitting at one time 3;
[0021] The...
Embodiment 2
[0025] The bimetallic composite pipe is blanked, the cladding of the bimetallic composite pipe is cleaned, and the attachments on the inner surface are removed. Then the bimetal composite pipe is placed in the lower die of the forming die 2 and positioned;
[0026] Respectively extend the thin ends of the two stepped shaft punches 1 into the two ends of the bimetal composite tube; set the loading path of the internal pressure and the feed displacement of the punches, and set the feed displacement of the stepped punch 1 as One-half of the total feed displacement. After the mold is closed, 115MPa hydraulic oil is passed through the hole in the center of the stepped punch 1, and the bimetallic composite pipe forms a branch pipe under the action of the expansion force of the hydraulic oil. At both ends, under the combined action of the stepped shaft punch 1 and the forming die 2, the bimetallic composite pipe undergoes plastic deformation along the forming die with planar charact...
Embodiment 3
[0032] The bimetallic composite pipe is blanked, the cladding of the bimetallic composite pipe is cleaned, and the attachments on the inner surface are removed. Then the bimetal composite pipe is placed in the lower die of the forming die 2 and positioned;
[0033] Respectively extend the thin ends of the two stepped shaft punches 1 into the two ends of the bimetal composite tube; set the loading path of the internal pressure and the feed displacement of the punches, and set the feed displacement of the stepped punch 1 as One-third of the total feed displacement. After the mold is closed, the high-pressure liquid is passed through the hole in the center of the stepped punch 1, and the bimetallic composite pipe forms a branch pipe under the action of the bulging force of the high-pressure liquid. Under the combined action of the stepped shaft punch 1 and the forming die 2, the bimetallic composite pipe undergoes plastic deformation along the forming die with planar features un...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More