

Method for composite machining of blisk flow passage
An integral blisk and composite machining technology, applied in the field of aero-engines, can solve the problems of narrow tool space in the flow channel area, unsuitable control of the machining process, serious tool wear, etc. The effect of increased durability
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
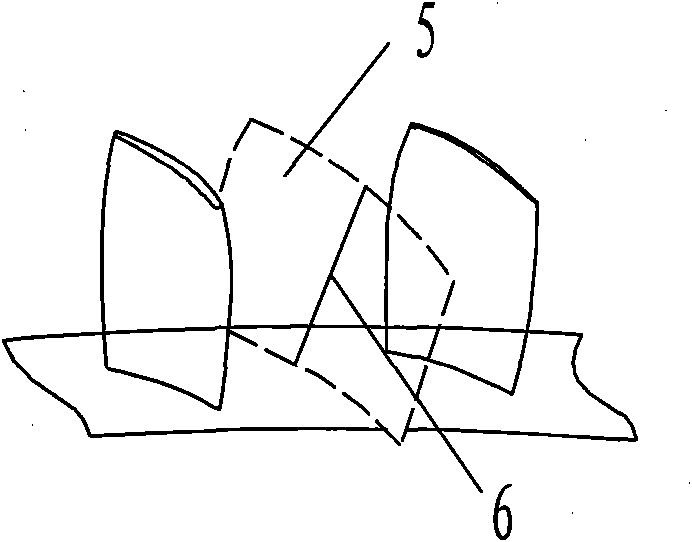
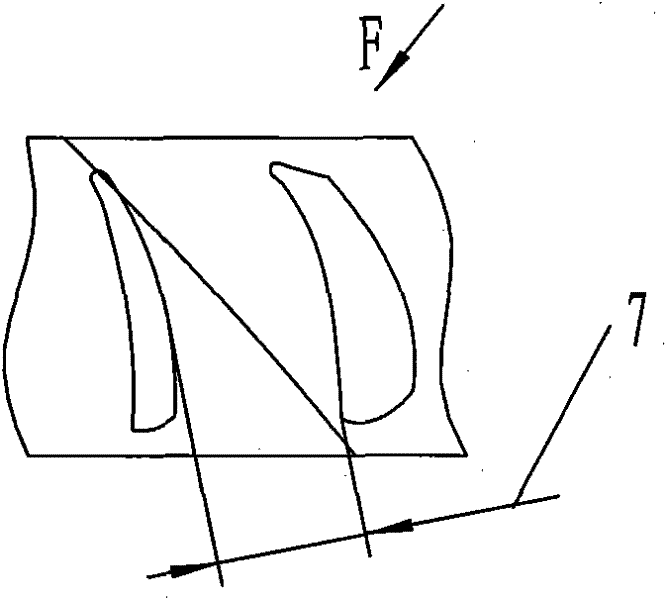
[0063] Such as image 3 with Figure 4 As shown, a compressor blisk is processed, the blisk is composed of a disc and blades, the material is titanium alloy, the blade length = 60mm, the blade width = 50mm, the minimum blade distance = 10mm, and the minimum machining allowance is 1mm.
[0064] According to a method for compound processing of the overall blisk flow channel of the present invention, the specific processing steps are as follows:
[0065] Step 1: Division of processing areas:
[0066] 1. Tool diameter D=10×2=20mm.
[0067] 2. Airfoil safety distance=1+0.2=1.2mm.
[0068] 3. Airfoil safety clearance = 1mm.
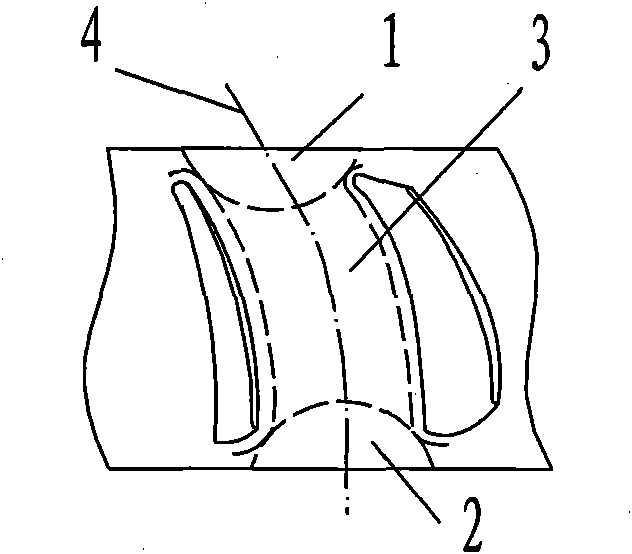
[0069] 4. Determine the triangular area: such as figure 1 As shown, using the CAD model, on the vertical projection plane,
[0070] (1) Determine the edge projection contour line of the leaf back of the adjacent blade and the leaf pot;
[0071] (2) Considering the machining allowance of the rough opening channel, the most edge contour line area is offset...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More