

Method for processing small nozzle
A processing method and nozzle technology, applied in the processing field of nozzles, can solve the problems such as the thread and the workpiece are not concentric, the drill bit is small, and it is easy to cause a gap, so as to improve the consistency of clamping, ensure the quality of the thread, and increase the fitting area. Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
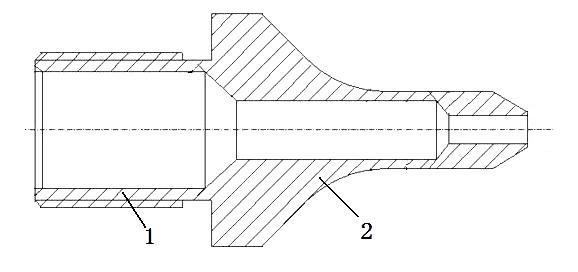
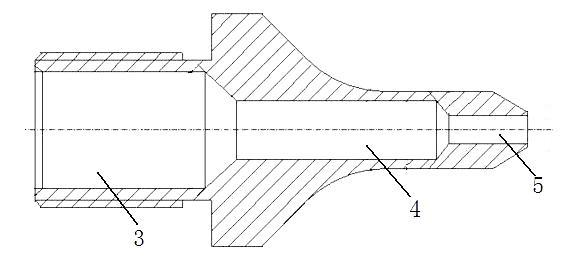
[0033] As an embodiment of the present invention, on the second nozzle segment 2, from the end adjacent to the first nozzle segment 1, there are two diameter-reducing segments in sequence, one of which is the largest outer diameter segment from the position adjacent to the first nozzle segment 1. The outer diameter of the segment is reduced after rounding with a radius of 1mm, and the reduced outer diameter is slightly larger than the inner diameter of the second guide hole 4, where the inner diameter of the second guide hole 4 is 0.9mm, and the inner diameter of the third guide hole 5 The diameter is 0.35mm, the end of the third guide hole 5 away from the first nozzle section 1 is a thin wall with an outer diameter of 0.45mm, and the end of the third guide hole 5 near the first nozzle section 1 has an outer diameter greater than 0.45mm, After beveling, the reduced diameter is 0.45mm. The outer circle of the first nozzle section 1 is a threaded section with an outer diameter o...
Embodiment 2
[0046] As the second embodiment of the present invention, on the second nozzle section 2, from the end adjacent to the first nozzle section 1, there are two diameter-reducing sections in sequence, one of which is from the largest outer section located close to the first nozzle section 1. The outer diameter of the diameter section is reduced after being rounded with a radius of 1mm, and the reduced outer diameter is slightly larger than the inner diameter of the second guide hole 4, where the inner diameter of the second guide hole 4 is 0.9mm, and the inner diameter of the third guide hole 5 The diameter of the hole is 0.35mm, the end of the third guide hole 5 away from the first nozzle section 1 is a thin wall with an outer diameter of 0.45mm, the outer diameter of the end of the third guide hole 5 close to the first nozzle section 1 is greater than 0.45mm, and passes through a After chamfering, the diameter is reduced to 0.45mm. The outer circle of the first nozzle section 1 ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More