

Low-lactose and lactose-free milk product and process for production thereof
A dairy product, low lactose technology, applied in dairy products, milk formulations, applications, etc., to achieve the effect of improving recovery and loss avoidance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0054] Example 1. Ultrafiltration of hydrolyzed skim milk under cool conditions (K=1.9)
[0055] Skim milk (40 L) was hydrolyzed (6° C., 18 hours) with Godo YNL2 lactase (Godo Shusei Company, Japan) at a dose of 0.15%. And the fully hydrolyzed skim milk was subjected to ultrafiltration with HFK-131 membrane (Koch Membrane Systems Inc., USA) at a temperature of 9° C. to 19° C. and a pressure of 4.5 bar to 5.0 bar. The permeate flow is 3.81 / m 2 h~6.51 / m 2 h. Ultrafiltration was continued until the concentration factor was 1.9, ie, the volume of UF retentate was 21 L and the volume of UF permeate was 19 L.
[0056] Samples were taken from the feed (hydrolyzed skim milk), UF retentate and UF permeate from which protein, dry matter, glucose, galactose and ash were determined (Table 1).
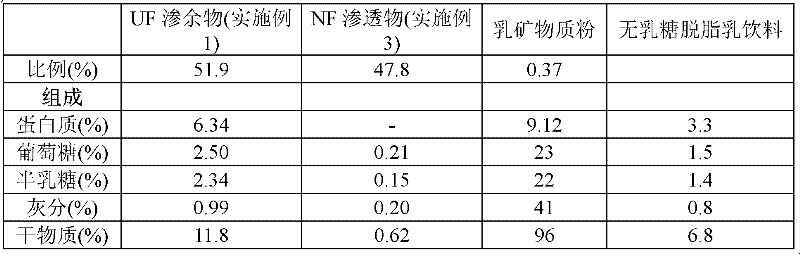
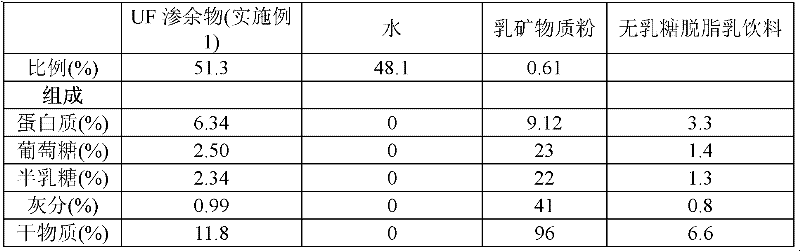
[0057] The UF retentate was used to make up milk drinks (Example 9; Tables 10 and 11).
[0058] Table 1 : Composition of ultrafiltration feed, retentate and permeate of hydrolyzed skim milk
...
Embodiment 2
[0060] Example 2. Ultrafiltration of hydrolyzed skim milk under warm conditions (K=4)
[0061] Skim milk (40 L) was hydrolyzed (6° C., 22 hours) with Godo YNL2 lactase (Godo Shusei Company, Japan) at a dose of 0.15%. The fully hydrolyzed skim milk was subjected to ultrafiltration with a HFK-131 membrane (Koch Membrane Systems Inc., USA) at a temperature of 45° C. to 50° C. and a pressure of 1 bar to 3.5 bar. The permeate flow is 7.81 / m 2 h~10.31 / m 2 h. Ultrafiltration was continued until the concentration factor was 4, ie the volume of UF retentate was 10 L and the volume of UF permeate was 30 L.
[0062] Samples were taken from the feed (hydrolyzed skim milk), UF retentate and UF permeate from which protein, dry matter, glucose, galactose and ash were determined (Table 2).
[0063] The UF retentate was used to make up milk drinks (Example 9; Table 12), to make flavored milk drinks (Example 10; Table 13) and to make up whey protein-containing milk drinks (Example 11; Table...
Embodiment 3
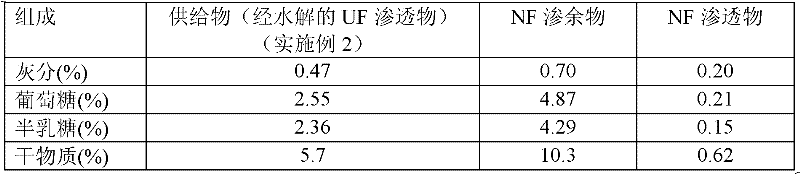
[0067] Example 3. Nanofiltration of Ultrafiltration Permeate of Hydrolyzed Skim Milk
[0068] Continuing with the experiment of Example 2, the ultrafiltration permeate was nanofiltered to a concentration factor of 2 with a Filmtec NF membrane (Dow, USA) at a filtration temperature of 10° C. to 16° C. The permeate flow is 101 / m 2 h, the pressure is 11 bar to 17 bar. The feed was 29.5 liters, the NF retentate was 14.5 liters, and the NF permeate was 15 liters.
[0069] Dry matter, glucose, galactose and ash were determined from feed, NF retentate and NF permeate. The results are shown in Table 3.
[0070] The NF permeate was used in the diafiltration step in Example 5.
[0071]NF permeate was also used to make up milk drinks (Example 9; Tables 10 and 12).
[0072] Table 3. Nanofiltration of UF permeate of hydrolyzed skim milk. Composition of feed, retentate and permeate.
[0073]
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More