

Hot rolling flat roller play control method
A technology of flat roll and roll shift, applied in metal rolling, metal rolling, metal rolling stands, etc., can solve the problems of normal production impact, rolling breakage, periodic large edge waves, etc. of hot rolling production lines
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0057] Below in conjunction with specific embodiment, further illustrate the present invention. It should be understood that these examples are only used to illustrate the present invention and are not intended to limit the scope of the present invention. In addition, it should be understood that after reading the content of the present invention, those skilled in the art may make various changes or modifications to the present invention, and these equivalent forms also fall within the scope defined by the appended claims of the present application.
[0058] First, the cross-rolling plan and how to divide the wide and narrow strips will be explained.
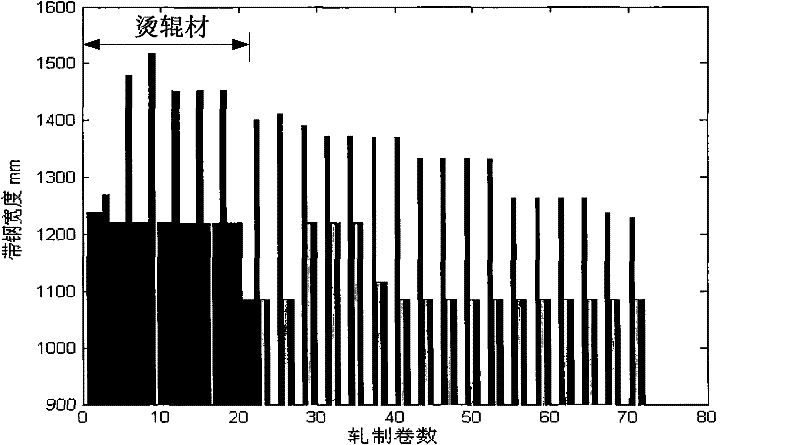
[0059] In actual production, cross-rolling requirements are often encountered. At this time, in the layout of the plan, the strict requirements of the width on the degree of freedom of production will be broken, and the traditional layout principle of "coffin" diagram will be broken, so that the width can be continuously and fre...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More